Ремонт трещин ГБЦ — цена. Ремонт трещины головки блока цилиндров
Ремонт трещин и микротрещин головки блока цилиндров — необходимые действия для возврата к жизни важной детали двигателя. Устраниение трещины ГБЦ спасет вас от покупки новой дорогостоящей детали. Очень часто трещина появляется в самом теле головки блока или между клапанами. Выполнить ремонт подобного повреждения самостоятельно в гараже практически невозможно.
Если появилась трещина в головке блока цилиндров — компания «ГБЦ-Мастер» поможет вам устранить её. Мы имеем огромный опыт в восстановлении головок БЦ. Мы постоянно развиваемся, находим более эффективные методы ремонта деталей двигателя.
Для заделки повреждений мы используем один из самых действенных современных методов – «Seal-Lock»
В чем уникальность метода «SEAL-LOCK»
«Seal-Lock» — способ ремонта трещин ГБЦ и блоков двигателей без применения сварки с помощью «наращивания» металла.
Применение такого способа ремонта гарантирует высокое качество, надежность ремонта деталей из чугуна, алюминия или его сплавов.
Использование метода «Seal-Lock» обеспечит герметизацию поврежденных участков, исключит деформацию при воздействии высоких температу и создаст необходимую жесткость участка.
Технология «Seal-Lock» позволяет с высоким качеством устранять:
- Трещины тела головки блока цилиндров;
- Трещины между клапанами ГБЦ;
- Сколы и срывы на детали;
- Удаление с поверхностей коррозионных каверн.
Ремонт трещин ГБЦ — основные этапы
- Выявление трещин;
- Засверливание их по краям, установка специальных конических вставок;
- Заделка последующих участков трещины образованием бесшовного соединения;
- Опрессовка.
По окончании ремонта восстановленные изделия в обязательном порядке проверяются на герметичность соединения.
Поиск дефекта и проверка ГБЦ с помощью магнитного дефектоскопа
В тех случаях, когда визуально трещину в головке блока цилиндров обнаружить очень сложно, применяестя специальный магнитный дефектоскоп.
Вот пример — на фото показан участок ГБЦ с трещиной. Этот участок на фото обведен красной линией. Визуально трещину в металле практически не определить:
Для выявления трещины участок покрывается светлой краской и уприменяется магнитный дефектоскоп. После установки дефектоскопа, на участок с трещиной распыляется специальный проявитель (мелкая металлическая стружка с жидкостью). После распыления проявителя, стружка четко выстраивается вдоль трещины, обозначая её размеры и конфигурацию:
В итоге, повреждение найдено и можно принимать решение о способах восстановления ГБЦ либо о её непригодности к дальнейшей эксплуатации.
Среди повреждений ГБЦ встречаются не только трещины, но и потери целых кусков детали. Наглядный пример восстановления головки блока с разрушенным краем камеры сгорания:
Наши положительные стороны
- Гарантируем высокое качество, работоспособность и отличные эксплуатационные характеристики ремонтируемых изделий, предоставляем официальную гарантию;
- Предлагаем ознакомиться с нашими выполненными работами.

- Наши квалифицированные мастера с помощью наличия современного оборудования и всех необходимых инструментов способны выполнить все ремонтные работы любой сложности;
- Выполняем работу в точно установленные сроки на самых выгодных условиях.

Задать вопросы, узнать точную цену и оформить заказ на ремонт вы можете по телефонам
8 (3412) 56-84-83; 8 (912) 464-24-64 или оставив заявку на нашем официальном сайте.
Ремонт трещины ГБЦ – сварка и штифты
Search — Remove Shortcode
Поиск материалов
plg_search_jcomments
Войти
Регистрация
- Главная
- Блоги
- Советы автомобилистам
- Ремонт трещины ГБЦ – сварка и штифты
Среда, 09 августа 2017
Увы, но иногда автомобилисты допускают серьезные ошибки в эксплуатации своих стальных коней.
За них приходится дорого платить, как правило. Вот, например, трещина головки блока цилиндров. Она может образоваться от перегрева либо замерзания антифриза. Обе причины – результат неправильного использования транспортного средства.Как провести такой ремонт? Нелегко, но возможно! Главное, чтобы трещина не проходила через сами цилиндры, а также гнезда клапанов. Можно ремонт трещины ГБЦ своими руками выполнить при помощи эпоксидки и стеклоткани, а можно и сваркой воспользоваться, а также поставить штифты. Сварка может использоваться и газовая, и электрическая.
Технология работ протекать будет следующим образом:
1. Если блок из чугуна, то трещину надо сверлом ф5 мм. засверлить с обоих ее концов, а потом разделать ее вдоль зубилом на 80% толщины стенки блока;
2. Прежде чем начать сварочные работы, ГБЦ полагается нагреть до +600С;
3. Используя газовую горелку и чугуномедный пруток, специалист должен наварить непрерывный слой металла. Допускается выступ шва максимум на 1,5 мм.
;4. Когда блок благополучно заварен, его надо плавно охладить, используя термошкаф.;
5. Заваривать трещину ГБЦ можно и без проведения разогрева. Но тут надо использовать не газовую сварку, а электрическую.;
6. Сварочный шов с целью дополнительной защиты и надежной герметизации надо покрыть эпоксидкой.
Можно попробовать установить штифты – так тоже заделываются трещины ГБЦ:
1. И снова сверлом засверливаем 4-5 мм. оба конца злополучной трещины;
2. Аналогичным сверлом нужно насверлить отверстий и вдоль всей трещины, выдерживая интервал меж ними 6-8 мм.;
3. Теперь надо взять метчик и создать в отверстиях резьбу. По ней следует потом вкрутить медные вставки, оставив торчать наружу концы максимум 2 мм.;
4. Теперь между установленными штифтами следует сверлить новые отверстия. Делать это надо так, чтобы новые отверстия могли перекрывать на 1-2 мм. старые;
5. В новые отверстия аналогично нужно ввернуть штифты. Должна получиться непрерывная полоса из штифтов, солединенных друг с другом.
Конечно, ремонт трещины ГБЦ легким делом не назовешь в любом случае. Не каждый автовладелец может провести данное мероприятие своими силами. При сомнении в успешном исходе гораздо выгоднее обратиться в автосервис.
Видео о том как проверить ГБЦ на микротрещины:
Видео о том как можно отремонировать ГБЦ автомобиля ВАЗ:
 За них приходится дорого платить, как правило. Вот, например, трещина головки блока цилиндров. Она может образоваться от перегрева либо замерзания антифриза. Обе причины – результат неправильного использования транспортного средства.
За них приходится дорого платить, как правило. Вот, например, трещина головки блока цилиндров. Она может образоваться от перегрева либо замерзания антифриза. Обе причины – результат неправильного использования транспортного средства. ;
;
Автор
Super UserКомментируют
Топ блоги
Выбираем автомобильный пылесос
Обзор Dongfeng А9
Обзор Acura TLX.
Рестайлинг VW Golf VII уже в начале 2017 года
Состоялась премьера рейсталингового Clio от Renault
Методы ремонта головки блока цилиндров с трещинами
Трещины обычно образуются, когда головка блока цилиндров подвергается слишком большому тепловому напряжению. Потеря охлаждающей жидкости, сильный перегрев, а также внезапные перепады рабочей температуры с горячей на холодную могут создать условия, вызывающие образование трещин.Кажется, что многие головки блока цилиндров обречены на растрескивание с самого начала из-за их легкой конструкции и конструкции. В частности, алюминиевые головки верхних распредвалов (OHC) часто деформируются, а также трескаются. Но то же самое можно сказать и о многих чугунных головках с толкателями.
Причиной отказа головки часто называют трещины. Во многих случаях трещины не являются причиной отказа, а являются симптомом другой основной проблемы, такой как перегрев, детонация или неправильная установка (неправильный момент затяжки болтов головки блока цилиндров, грязная резьба болтов и т. д.).
д.).
Почему образуются трещины
Трещины обычно образуются, когда головка блока цилиндров подвергается слишком большой тепловой нагрузке. Потеря охлаждающей жидкости, сильный перегрев, а также внезапные перепады рабочей температуры с горячей на холодную могут создать условия, вызывающие образование трещин.
При нагревании металл расширяется. Алюминий расширяется почти в два раза быстрее, чем чугун, что создает несоответствие скорости расширения биметаллических двигателей с алюминиевыми головками и чугунными блоками. Тем не менее, головки рассчитаны на определенное нормальное расширение. Но повышенные рабочие температуры могут вытолкнуть головку за пределы расчетных пределов, что приведет к деформации металла. Это, в свою очередь, может привести к образованию трещин при охлаждении и сжатии металла.
Когда головки верхних кулачков нагреваются, они часто набухают и изгибаются посередине. Это может привести к заклиниванию или поломке распределительного вала OHC, а также к образованию трещин на нижней стороне головки. Головки толкателей не такие толстые, как головки OHC, поэтому они менее уязвимы для такого рода нагрузок и деформации. Но даже головки толкателей имеют свой предел, и при слишком сильном нажатии они также деформируются и трескаются.
Головки толкателей не такие толстые, как головки OHC, поэтому они менее уязвимы для такого рода нагрузок и деформации. Но даже головки толкателей имеют свой предел, и при слишком сильном нажатии они также деформируются и трескаются.
Все головки должны быть тщательно проверены на наличие трещин с использованием различных методов, прежде чем приступать к каким-либо механическим работам. Лучше узнать, что головка треснула, прежде чем переделывать направляющие и седла клапанов, чем потом. Думайте об обнаружении трещин как о своей первой линии защиты от камбэков.
Наличие трещин не обязательно означает необходимость замены головки блока цилиндров. На самом деле, многие треснувшие головки, которые когда-то считались «неремонтопригодными», сейчас чинят. Ремонт треснутой головки блока цилиндров всегда сопряжен с определенным риском, но при правильном выполнении обычно намного дешевле, чем замена треснутой головки на новую или бывшую в употреблении отливку.
Большинство мелких трещин в чугунных и алюминиевых головках можно устранить с помощью штифта. Более крупные трещины в алюминиевых головках обычно требуют сварки TIG (вольфрам в среде инертного газа). Более крупные трещины в чугунных головках часто можно устранить с помощью сварки в печи или сварки пламенем.
Более крупные трещины в алюминиевых головках обычно требуют сварки TIG (вольфрам в среде инертного газа). Более крупные трещины в чугунных головках часто можно устранить с помощью сварки в печи или сварки пламенем.
Сварка в печи большой чугунной головки дизельного двигателя часто стоит затраченных усилий из-за высокой стоимости отливки, но она также имеет экономический смысл для многих чугунных головок легковых автомобилей последних моделей, если головку можно отремонтировать за меньшую стоимость нового или бывшего в употреблении литья. Многие головки последних моделей довольно дороги и их трудно найти, поэтому некоторые головки, которые были бы утилизированы из-за трещин, теперь ремонтируются и возвращаются в эксплуатацию. Все зависит от рыночной стоимости головки и стоимости ее замены на новую или бывшую в употреблении отливку. Чем выше стоимость головки и чем выше стоимость ее замены, тем больше смысла ремонтировать головку, а не заменять ее.
Эта отрасль была признана «зеленой» еще до того, как «зеленая» стала модной, и эта тенденция сохраняется. Согласно результатам Профиля рынка механических цехов за 2011 год, ежегодно утилизируется меньше головок – мы обнаружили, что 18 процентов дизельных головок и еще меньше алюминиевых головок (14,9 процента) отправляются в утиль. Но после ремонта многие реставраторы продолжают доверять работу специалистам. Результаты нашего опроса показывают, что половина респондентов говорят, что они сами ремонтируют трещины в алюминиевой головке блока цилиндров, и только 25 процентов самостоятельно ремонтируют головку дизельного двигателя.
Согласно результатам Профиля рынка механических цехов за 2011 год, ежегодно утилизируется меньше головок – мы обнаружили, что 18 процентов дизельных головок и еще меньше алюминиевых головок (14,9 процента) отправляются в утиль. Но после ремонта многие реставраторы продолжают доверять работу специалистам. Результаты нашего опроса показывают, что половина респондентов говорят, что они сами ремонтируют трещины в алюминиевой головке блока цилиндров, и только 25 процентов самостоятельно ремонтируют головку дизельного двигателя.
Интересно посмотреть КАК ремонтируют треснувшие головки блока цилиндров. На алюминиевых головках трещины завариваются в 77% случаев. Для дизельных головок сварка выполняется в 41% случаев. Штифтование остается наиболее часто используемым методом ремонта чугунных головок цилиндров — в 2010 году респонденты опроса заявили, что сварка выполнялась всего в 14% случаев, а штифтование — 86% работ.
Штифтование трещин
Штифтование является наиболее часто используемым методом ремонта трещин в чугунных головках, потому что это быстро, надежно и дешево. Его также можно использовать для ремонта алюминиевых отливок. Штифтование — это относительно простая техника для изучения и использования, она не требует каких-либо специальных инструментов, кроме сверла, направляющего приспособления и метчика, и не использует тепло.
Его также можно использовать для ремонта алюминиевых отливок. Штифтование — это относительно простая техника для изучения и использования, она не требует каких-либо специальных инструментов, кроме сверла, направляющего приспособления и метчика, и не использует тепло.
Этот метод включает в себя просверливание отверстий в обоих концах трещины, чтобы предотвратить ее распространение, затем просверливание отверстий с различными интервалами по длине трещины, установку штифтов внахлест для заполнения трещины, а затем проковку штифтов с помощью пневматического молота, чтобы запечатайте и зашкурьте поверхность. Можно использовать конические штифты или прямые штифты.
Конические штифты втягиваются в щель при затягивании для обеспечения герметичности по всей длине штифта. Это происходит из-за того, что резьба как на коническом штифте, так и на отверстии имеет посадку с натягом. Герметик на самом деле не нужен, но его можно использовать для дополнительной страховки. Отверстия для конических штифтов должны быть тщательно нарезаны вручную коническим метчиком, а штифты затянуты вручную.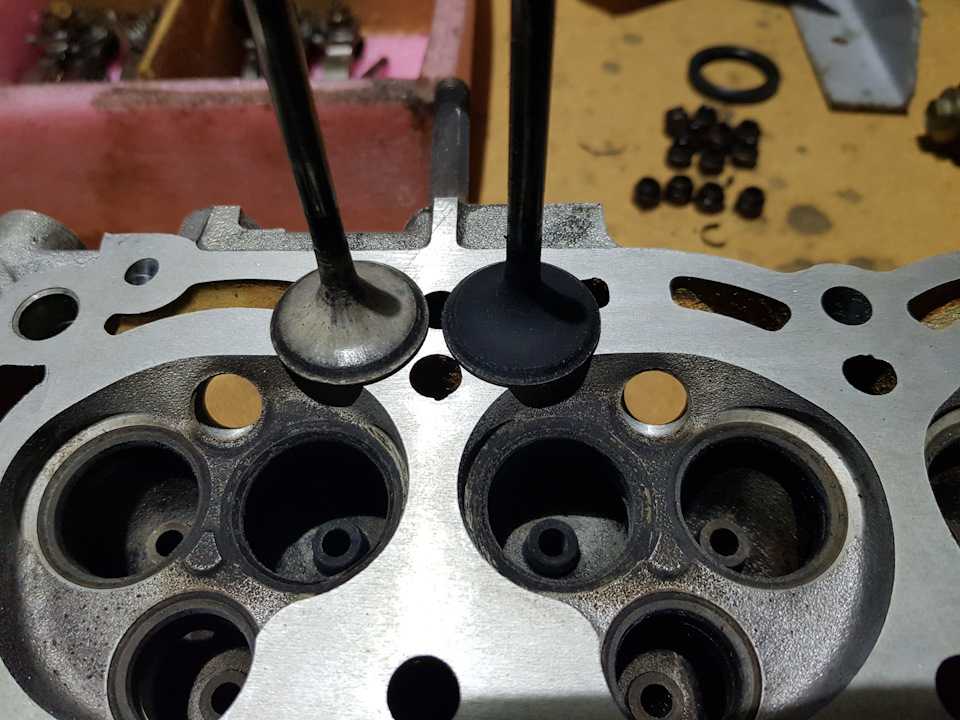
Прямые штифты, для сравнения, могут быть установлены с помощью обычного прямого метчика и электродрели. Прямые штифты, однако, должны быть герметизированы коническим выступом на одном конце штифта и/или герметиком.
Если трещина проходит по внешнему краю или углу, которые требуют поддержки для удержания сторон трещины вместе, или если трещина находится в области, которая может открыться или разорваться, когда отливка находится под нагрузкой или нагревается, обычные булавки не будут работать. Одним из решений является использование «замков» для скрепления двух сторон трещины и/или использование специальных штифтов с рисунком резьбы «спиральный крючок» или «обратный шаг». Эти штифты могут на самом деле скрепить трещину, а не просто заполнить ее.
Трещины в тонких участках отливки (тоньше 1/8?) трудно ремонтировать, поскольку толщина металла недостаточна для поддержки резьбы на стандартном штифте. В этих случаях для заполнения трещины необходимо использовать очень маленькие штифты.
В некоторых случаях трещину между седлами клапанов часто можно устранить с помощью одного штифта из мягкой стали с потайным заплечиком. Стальной штифт лучше всего подходит для этого применения, потому что он лучше выдерживает нагрев, чем чугунный штифт. После того, как трещина будет устранена, сиденья можно подвергнуть повторной обработке. Не должно быть необходимости резать головку для установки вставок седла клапана.
Техника сварки
Сварку чугуна в печи часто называют «черным искусством» ремонта трещин, поскольку она требует большого количества тепла и навыков оператора. Научиться сваривать чугун в печи — это не то, что неопытный сварщик может быстро освоить. Те, кто освоил этот процесс, говорят, что для его освоения требуется от шести месяцев до года постоянной практики. Если бы это было так просто, все бы этим занимались. Это не так, и поэтому некоторые мастерские создали для себя успешную нишу, специализируясь на печной сварке чугунных головок.
Чтобы сварить в печи чугунную головку, ее сначала предварительно нагревают до 1300 градусов по Фаренгейту (вишнево-красный цвет) в печи. Этот шаг абсолютно необходим, чтобы свести к минимуму тепловой удар и расслабить металл, чтобы он не деформировался при воздействии горелки на отливку.
Из-за высоких температур при сварке в печи индукционная закалка цельных седел клапанов обычно разрушается. Это может потребовать замены седла выхлопа, чтобы седла не вылетали, когда головка возвращается в эксплуатацию. По этой причине некоторые мастерские предпочитают пропаивать трещины в сварных швах, а не печной шов. При сварке пайкой работа может выполняться при температуре от 800 до 900 градусов, чтобы голова не нагревалась.
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Этот процесс похож на пайку, но для высокопрочного ремонта используется никелевый порошок и специальная горелка.
Основной метод газопламенной сварки чугуна существует уже более 40 лет.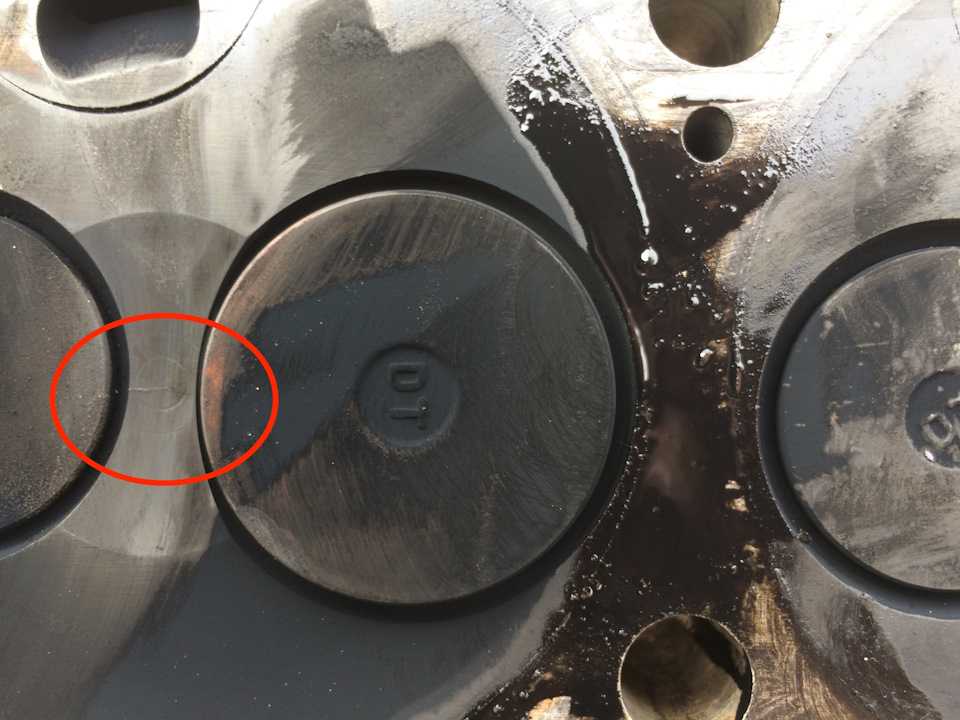 Его главное преимущество заключается в том, что он проще и быстрее, чем сварка в печи.
Его главное преимущество заключается в том, что он проще и быстрее, чем сварка в печи.
Сварка пламенем может обеспечить прочный и долговечный ремонт, такой же, как сварка в печи, но с меньшим выделением тепла. Голову все еще нужно предварительно и догревать, но не так сильно и не так долго. Для сварки распылением требуется предварительный нагрев от 1000 до 1400 градусов по Фаренгейту. Только область сварки нагревается, поэтому риск деформации минимален.
Для сварки газопламенным распылением используются порошки на основе никеля и требуется специальная горелка. Сварочная горелка с кислородно-ацетиленовым распылением оснащена бункером с триггерным управлением, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Процесс идет очень быстро и может заполнить трехдюймовую дыру менее чем за минуту. При печной сварке может потребоваться в три раза больше времени, чтобы заполнить отверстие того же размера, а затем деталь должна медленно охлаждаться в течение нескольких часов, чтобы она не растрескалась.
Сварке пламенем легче научиться, чем сварке в печи, но все же требуется обучение и время для обучения.
Трещины в алюминиевых головках чаще всего ремонтируют методом сварки ВИГ (хотя с небольшими доступными трещинами также работает штифт). Головка должна быть чистой, обезжиренной и сухой, прежде чем полностью расшлифовать трещину. Простая шлифовка поверхности и сварка трещины, скорее всего, будут временным решением проблемы, потому что основная трещина все еще существует и будет продолжать расти. После шлифовки поверхность металла следует очистить проволочной щеткой из нержавеющей стали.
При контакте с воздухом алюминий образует оксидное покрытие, которое загрязняет сварной шов и препятствует плавлению. Сварщик TIG предотвращает образование оксидного слоя, промывая сварной шов постоянной подачей инертного газа (обычно аргона). Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Сварщик TIG предотвращает образование оксидного слоя, промывая сварной шов постоянной подачей инертного газа (обычно аргона). Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Поскольку алюминий может треснуть при воздействии слишком большого количества тепла в концентрированной области, головку необходимо предварительно нагреть в печи до 450–550 градусов по Фаренгейту, чтобы устранить тепловое напряжение. Дополнительное тепло также облегчает сварку головки, поскольку алюминий быстро отводит тепло от зоны сварки. Поддержание головки в горячем состоянии — один из способов успешной сварки алюминия, который требует работы в помещении без сквозняков и периодического повторного нагрева головки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Опытный сварщик может даже «переделать» сильно поврежденный участок, сохранив головку, которая в противном случае превратилась бы в хлам. Самые прочные сварные швы получаются при использовании присадочной проволоки из того же сплава, что и головка, или очень близкого к нему.
Самые прочные сварные швы получаются при использовании присадочной проволоки из того же сплава, что и головка, или очень близкого к нему.
После сварки необходимо дать головке медленно остыть. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.
Легко??Нет. Прибыльно? Если все сделать правильно, то можно очень хорошо заработать.
Ознакомьтесь с нашими Руководствами для производителей двигателей, чтобы узнать о партнерах по штифтам и сварке.
Да, J-B Weld может отремонтировать треснувшую головку блока цилиндров, но…
Есть несколько автомобильных афоризмов, которыми люди разбрасываются, как хот-доги на барбекю, когда на самом деле хотят чизбургер. Один из них, увидев фотографию аварии, говорит: «Это пройдет». Другой — «LS1 it» (поставить двигатель Corvette на машину, нуждающуюся в двигателе, обычно это жалкая крыса, которая стоит меньше, чем LS1). Оба высказывания обычно преподносятся с большой долей иронии.
Существует множество двухкомпонентных эпоксидных смол, но компания J-B Weld имеет очень хорошую репутацию в автомобильном мире не только для склеивания пластика с пластиком, пластика с металлом и металла с металлом, но и не только для ремонта сломанных бит в щепотка, но ремонт настолько силен, что он граничит с полупостоянным решением. Я держу трубки J-B KwikWeld в своем дорожном комплекте на случай, если произойдет что-то странное, например, оторвется горловина охлаждающей жидкости от радиатора или корпуса термостата, или сломается крепление генератора. По крайней мере, это дает вам шанс вернуться домой.
Но я никогда раньше не использовал J-B Weld для ремонта треснувшей головки блока цилиндров. И мысль о том, что это было бы разумно сделать, я отнеслась к этому с тем же скептицизмом, если не с откровенным пренебрежением, как и когда я обсуждал проблемы, с которыми столкнулся при переборке двигателя моей Lotus Europa, и люди говорили: «Просто LS1».
Вот фон. У меня есть BMW 2002tii 1972 года выпуска, о котором я написал в своей книге Ran When Parked. Я купил автомобиль, очень оригинальный пример с патиной времени и использования, невиданный в Луисвилле около трех лет назад. Он не работал десять лет. Я отправился туда с инструментами и запчастями и воскресил его там, где он стоял, найдя жилье благодаря доброте людей, которых я знаю через Американский автомобильный клуб BMW. Я запустил его, и шесть дней спустя он был достаточно хорошо отлажен, чтобы я проехал на нем 1000 миль обратно в Бостон.
Воскресший ’72 2002tii вот-вот отправится домой. Роб Сигел Но утечка масла на выхлоп грозила сорвать поездку. Утечка произошла из-за того, что шпилька крышки клапана в левом нижнем углу головки была сорвана в своем отверстии и, таким образом, не была затянута, что препятствовало герметизации этого угла крышки клапана. Это привело к тому, что масло капало прямо на водосточную трубу, что представляло явную опасность возгорания. В свое время я восстановил сорванную резьбу с помощью Time-Sert (helicoil). Автомобиль все еще, казалось, просачивал небольшое количество масла через резьбу на одну из шпилек выхлопной трубы, но это обычная проблема, так как нижние шпильки выхлопной трубы вкручиваются непосредственно в область стока масла на нижней стороне головки. Я добрался до дома без происшествий, а той весной проехал на машине еще 2000 миль на другие мероприятия.
В свое время я восстановил сорванную резьбу с помощью Time-Sert (helicoil). Автомобиль все еще, казалось, просачивал небольшое количество масла через резьбу на одну из шпилек выхлопной трубы, но это обычная проблема, так как нижние шпильки выхлопной трубы вкручиваются непосредственно в область стока масла на нижней стороне головки. Я добрался до дома без происшествий, а той весной проехал на машине еще 2000 миль на другие мероприятия.Затем 2002tii был принят в экспозицию в музее BMW Car Club Foundation в Грире, Южная Каролина, посвященную 50-летию BMW 2002 года. В феврале 2018 года я приготовился отвезти машину в музей.
Снял клапанную крышку для регулировки клапанов и пришел в ужас когда нашел первопричину течи масла. Оказалось, что зачищенное отверстие под шпильку клапанной крышки было лишь верхушкой айсберга. Цилиндрическая втулка, в которую вкручивалась шпилька, треснула. Затягивание гайки на шпильке только привело к тому, что трещина стала шире. Масло, которое, как я думал, просачивалось сквозь резьбу выхлопной шпильки, вероятно, просачивалось через трещину.
Ситуация была не из лучших. Мне не нравилась идея тратить деньги на доставку машины туда и обратно. Я подумывал сообщить музею, что он недоступен из-за механических проблем.
Источник проблемы — треснувшая бобышка внутри ГБЦ. Rob Siegel Далее я увидел, что кто-то ранее пытался заделать трещину изнутри синим RTV. Это подтвердило то, о чем я давно думал: когда вы находите давно бездействующую машину, которая якобы «едет, когда припаркована», обычно есть причина, по которой она была припаркована, и часто эта причина заключается в том, что владельцу предстоял дорогостоящий ремонт. Поэтому, когда вы покупаете давно умерший автомобиль, вам все равно нужно пройти необходимые шаги по устранению того, что бездействовало годами (полная очистка топливной системы, замена масла, прокрутка двигателя, прокачка тормозов и т. д.). ), но часто вы ждете, пока другой ботинок упадет с точки зрения настоящая причина, по которой эта штука ушла с дороги. В этом случае, учитывая синий RTV на трещине, судмедэкспертиза показалась довольно ясной.
Но потом я подумал, ну, я проехал на этой машине 3000 миль с момента ее воскрешения, и течь масла не стала хуже. Может быть, трещина, знаете ли, стабильна.
Как говорится, отрицание — не просто река в Египте.
Итак, в феврале 2018 года я плотно загерметизировал крышку клапана с помощью Permatex «The Right Stuff» (идея заключалась в том, что этот сверхпрочный герметик предотвратит утечку масла через прокладку крышки клапана без необходимости затягивания гайки). на шпильке в треснутую бобышку и взломайте трещину). Я успешно проехал на машине 1000 миль до Южной Каролины.
Я и машина на выставке «2002: ICON» в музее BMW CCA Foundation в Грире, Южная Каролина. Роб Сигел BMW пробыл в музее почти год. Поскольку выставка закрывалась в январе 2019 года, я спустился, чтобы забрать ее. Я был готов ехать на нем домой, когда мне позвонила жена и сообщила, что в Бостоне бушует снежная буря, и добавила, что вдобавок к заботам о вождении ценного ржавого ретро-автомобиля без зимних шин по снегу и соли я даже не смог бы загнать машину в гараж, потому что на подъездной дорожке было два фута снега, а дверь гаража буквально примерзла. Мой друг, у которого на выставке было несколько автомобилей, услышал все это и сказал: «У меня есть прицеп для моих автомобилей. В нем есть место еще для одного. Хочешь, я просто пригоню твою машину к моему магазину в Цинциннати? Вы можете забрать его весной». Я ухватился за предложение.
Мой друг, у которого на выставке было несколько автомобилей, услышал все это и сказал: «У меня есть прицеп для моих автомобилей. В нем есть место еще для одного. Хочешь, я просто пригоню твою машину к моему магазину в Цинциннати? Вы можете забрать его весной». Я ухватился за предложение.
Итак, машина остановилась в Цинциннати. Весна превратилась в лето. Вещи в моей личной жизни имели приоритет. Прежде, чем я знал это, это был октябрь. Мне позвонил кто-то, кто работает на моего друга, осторожно спросил, когда я собираюсь забрать машину, и, кстати, из нее вытекает изрядное количество масла.
Черт.
Я договорился о том, чтобы забрать машину в рамках дорожной поездки, в ходе которой я должен был оставить другую машину. Я привез с собой обычные дорожные инструменты, а также комплект прокладок для верхней части двигателя и различные герметики. Но если из машины хлестало масло или ездить было небезопасно, я особо не оставлял себе удобного выхода.
Когда я добрался до магазина моего друга, я узнал, что автомобиль был перемещен на склад неподалеку. Мы зажгли его, отвезли в мастерскую, быстро проверили, отмыли старое масло с передней и задней части головки, после чего я проехал на нем несколько миль.
Мы зажгли его, отвезли в мастерскую, быстро проверили, отмыли старое масло с передней и задней части головки, после чего я проехал на нем несколько миль.
Когда я вернулся и открыл капот, из затылка явно поднимался масляный дым. Мы поставили машину на подъемник и увидели, как масло капает прямо на водосточную трубу, но я не мог видеть источник. Я вытер нижний угол клапанной крышки бумажным полотенцем, но он оказался сухим, что указывало на то, что он не вытекал через прокладку клапанной крышки рядом с треснувшей втулкой.
Парень в магазине использовал инспекционную камеру с гибким стержнем, чтобы посмотреть на нижний угол головы и поймал его в действии: нетривиальное количество масла вытекало из того, что явно было частью трещины который был перфорирован насквозь к внешней стороне головы.
Инспекционная камера, показывающая трещину (верхняя стрелка) и масляный канал вокруг цилиндра №4 (нижняя стрелка). Роб Сигел Двойное проклятие.
Я снял клапанную крышку, что было непросто, так как герметик «Правильный материал» вцепился в прокладку мертвой хваткой. Я осмотрел трещину изнутри. Выглядело не хуже, чем я помнил. Но это не имело значения. Камера осмотра была окончательной. Из-за того, что масло активно капало на выхлопную трубу, управлять автомобилем было небезопасно. Какой паршивый и дорогой способ закончить поездку. Я начал проверять свой телефон на наличие рейсов в один конец и искать контактную информацию грузоотправителя, которым я недавно пользовался.
Тогда я отступил. Рядом со мной был друг, у которого я мог остаться на ночь. Я дал себе день, чтобы найти решение. Я надеялся, что The Automotive Powers That Be бросят мне на колени полностью собранную головку блока цилиндров, но я также задавался вопросом, могу ли я просто отклонить поток масла.
Я смотрел на утечку и конфигурацию выхлопа, задаваясь вопросом, могу ли я купить одноразовую алюминиевую жаровню, вырезать и согнуть ее в щит, который предотвратит попадание масла в выхлоп, когда подошли два старших парня, которые работали в магазине. Я объяснил варианты, которые рассматривал, а затем небрежно сказал: «У меня есть J-B Weld». У меня на самом деле не было никакой энергии; это было просто к вашему сведению. Я полностью ожидал, что они скажут: «Я НЕНАВИЖУ , когда люди говорят: «Просто J-B Weld it». Они не понимают, о чем говорят. Вы не можете, черт возьми, J-B Weld треснувшую головку блока цилиндров».
Я объяснил варианты, которые рассматривал, а затем небрежно сказал: «У меня есть J-B Weld». У меня на самом деле не было никакой энергии; это было просто к вашему сведению. Я полностью ожидал, что они скажут: «Я НЕНАВИЖУ , когда люди говорят: «Просто J-B Weld it». Они не понимают, о чем говорят. Вы не можете, черт возьми, J-B Weld треснувшую головку блока цилиндров».
Однако, к моему удивлению, один из них сказал: «Это может сработать, если вы сделаете это место достаточно сухим и чистым. Я бы посоветовал промыть обе стороны трещины — внутри и снаружи — очистителем тормозов, а затем нагреть ее горелкой, чтобы вытянуть и сжечь остаточное масло. Факел также сожжет тот старый RTV, который там находится».
Другой парень добавил: «Мой совет — не просто забить J-B Weld в трещину, а обмазать им все окружающее пространство, как внутри, так и снаружи. И как только вы закончите, набейте кучу этой трубочной дури в то отверстие с резьбой в бобышке, где вы выстрелили в спиральную катушку. Это может помочь запечатать трещину изнутри. И ремонт не обязательно должен полностью устранять утечку масла; он просто должен сделать так, чтобы он не капал на выхлопную трубу».
Это может помочь запечатать трещину изнутри. И ремонт не обязательно должен полностью устранять утечку масла; он просто должен сделать так, чтобы он не капал на выхлопную трубу».
Хорошо, тогда. Внезапно у меня появился план. Я взял с собой очиститель тормозов и J-B KwikWeld. Ребята в магазине одолжили мне фонарик. Я очистил и нагрел это место, а затем сделал это снова для верности. Я перепутал J-B KwikWeld и наложил его как внутри, так и снаружи. Внутри все было довольно просто, так как я мог видеть, что делаю, и наносил краску с помощью плоского куска деревянной мешалки для краски, но снаружи головы мне пришлось делать это вслепую, так как не было никакой возможности получить краску. прямая линия обзора на область с трещиной. Я просто взял большую глотку, намазал ее на пальцы своих нитриловых перчаток и нанес ее на область справа и выше отверстия свечи зажигания № 4, где, как я знал, была трещина.
Сварка J-B на внешнем углу головки. Rob Siegel Пока J-B сохнет, я набил трубную пасту в отверстие шпильки, вкрутил шпильку и вытер излишки. Затем я нанес свежий валик Permatex «The Right Stuff» на верхнюю и нижнюю часть новой прокладки крышки клапана и затянул гайки на всех шпильках, кроме одной, ввернутой в треснувшую втулку; тот, который я только что надел на палец. Идея заключалась в том, что «Правильный материал» закроет этот угол даже без давления со стороны шпильки. По крайней мере, я на это надеялся.
Затем я нанес свежий валик Permatex «The Right Stuff» на верхнюю и нижнюю часть новой прокладки крышки клапана и затянул гайки на всех шпильках, кроме одной, ввернутой в треснувшую втулку; тот, который я только что надел на палец. Идея заключалась в том, что «Правильный материал» закроет этот угол даже без давления со стороны шпильки. По крайней мере, я на это надеялся.
На этикетке J-B KwikWeld указано, что он схватывается через шесть минут, полностью затвердевает через 4–6 часов и выдерживает температуру 300°F. Я ускорил отверждение с помощью тепловой пушки. Меньше чем через три часа мне стало очень тяжело. Я обкатал машину в магазине, затем взял ее на тест-драйв и не увидел абсолютно никаких утечек.
К ночи я проехал 230 миль до Хармони, штат Пенсильвания, а оставшиеся 620 миль до Бостона проехал на следующий день без происшествий.
Несмотря на то, что он до сих пор не протекает, я не считаю это постоянным или полупостоянным ремонтом.