Чем обработать сварочные швы на авто – Прокачай АВТО
Содержание
- Почему нельзя варить сплошным швом?
- Сварка и обработка шва
- Сварка днища
- Причины возникновения коррозии на автомобиле
- Внешняя обработка
- Скрытые поверхности и узлы
- Начинаем процесс обработки авто
- Антикоррозийная обработка автомобиля своими руками на этом считается оконченной
- Виды герметиков для кузова и применение
- Герметик Body 999
- Герметик 3М для машины
- Нанесение герметика
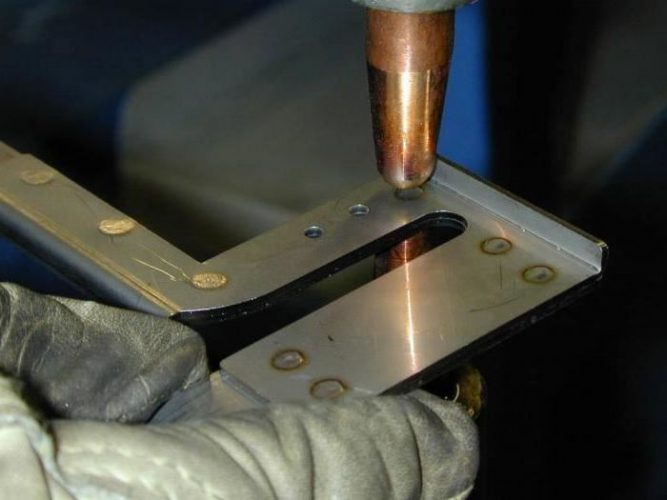
Сварка очень часто используется при кузовном ремонте автомобилей. Однако просто соединить металлические детали – это ещё не всё. Нужно, чтобы всё было красиво, аккуратно и незаметно. В видео и статье вы узнаете как правильно обрабатывать сварочные швы.
Процедура обработки сварочного шва будет рассматриваться на примере стойки:
Она уже аккуратно обрезана, без зазоров и прихвачена:
Почему нельзя варить сплошным швом?
Начнём с того, что не во всех местах нельзя варить сплошным швом. Хотя, лучше везде его не использовать. Обратите внимание, к примеру, на самолёты – там нигде нет сварных швов, везде на клёпках. Сплошной шов при скручивании металла будет просто лопаться.
Хотя, лучше везде его не использовать. Обратите внимание, к примеру, на самолёты – там нигде нет сварных швов, везде на клёпках. Сплошной шов при скручивании металла будет просто лопаться.
Кроме того, при сварке сплошным швом деталь сильно нагревается. При этом нагревается не только то место, которое нагревается, а ещё и все прилегающие. Чем дольше варите – тем шире зона нагрева. Из-за этого металл может повести.
Варить нужно точками. Сначала между ними расстояние должно быть примерно 5 см. Дальше между ними нужно приварить ещё по точке. После этого ещё между этими новыми по точке – до тех пор, пока шов не станет сплошным, если оно вам так сильно нужно.
Внимание! Варить нужно точками, обязательно давайте металлу остывать. Искусственно остужать металл нельзя – в противном случае он утянется.
Сварка и обработка шва
1. Приварите материал короткими швами длиной 1 см
Между швами должно быть расстояние 1 см. Если материал «стреляет», значит вы его плохо почистили. Если поверхность для сварки большая, то можете попеременно сваривать участки с разных сторон.
Если поверхность для сварки большая, то можете попеременно сваривать участки с разных сторон.
2. Зачистите шов болгаркой
Шов после зачистки шов должен выглядеть примерно так:
3. Нанесите эпоксидный грунт
Не обязательно делать это толстым слоем. Грунт наносится для того, чтобы шов не окислялся. Если на шве присутствует ржавчина, то его нужно обработать кислотным грунтом. Эпоксидный грунт имеет очень плотную структуру и защищает металл от попадания влаги и воздуха.
Дайте ему просохнуть день. Далее можно набить на нём риску 120-й или 240-й шкуркой, чтобы придать грунту шероховатость.
Внимание! Грунт нельзя греть феном, с его помощью вы просушите только верхний слой – под ним уже ничего не высохнет.
4. Зашпаклюйте сварочный шов
Сварка днища
Днище не рекомендуется заваривать прокатным чёрным металлом, который везде продаётся – он сильно поддаётся ржавчине. Со временем такой металл будет передавать ржавчину тому материалу, к которому его приварили даже если очистите до чистоты.
Со временем такой металл будет передавать ржавчину тому материалу, к которому его приварили даже если очистите до чистоты.
Отличный выход – это использовать старый капот. Вырезаете из него участок и варите! Он хорошо гнётся, поэтому очень универсален. Привариваете углы, и выстукиваете в середине, что угодно – ему можно придать любую форму. Кроме того, ржавчина после сварки передаваться не будет. Рекомендуется использовать металл со старых иномарок: капота, крылья, крыши и т.д.
Коррозия – это когда поверхность твердых тел начинает разрушаться под воздействием химических или электрохимических реакций либо под влиянием окружающей среды. Она может появиться на древесине, пластмассе и бетоне, а металл, из которого изготавливают автомашины, начинает подвергаться такому процессу уже на стадии производства транспортного средства.
Продолжается этот процесс при транспортировке и хранении, но в полную силу вступает при эксплуатации автомобиля. Коррозия способна полностью разрушить автомобиль и превратить железо в его оксид, который в народе называют ржавчиной. Многие владельцы автомашин ошибочно считают, что при появлении ржавчины на кузовной поверхности уже нельзя избавиться от нее и нужно только принять и смириться. Зачастую это связано с простым незнанием современных технологий, в том числе со способами борьбы с таким явлением. В частности, предотвратить порчу имущества поможет антикоррозийная обработка автомобиля своими руками или на сервисе. Такой метод не гарантирует полного избавления от этого явления, но значительно замедляет его и способствует сохранению транспортного средства в рабочем состоянии.
Многие владельцы автомашин ошибочно считают, что при появлении ржавчины на кузовной поверхности уже нельзя избавиться от нее и нужно только принять и смириться. Зачастую это связано с простым незнанием современных технологий, в том числе со способами борьбы с таким явлением. В частности, предотвратить порчу имущества поможет антикоррозийная обработка автомобиля своими руками или на сервисе. Такой метод не гарантирует полного избавления от этого явления, но значительно замедляет его и способствует сохранению транспортного средства в рабочем состоянии.
Причины возникновения коррозии на автомобиле
Этому подвергаются все без исключения транспортные средства, независимо от того каким производителем они выпущены. В меньшей мере ею страдают авто, выпущенные в единичном экземпляре по персональному заказу. Их, как правило, еще на первых стадиях производства подвергают антикоррозийной обработке. Но и такие мероприятия не способны полностью избавить транспортное средство от пагубного явления. При дальнейшей эксплуатации авто, особенно в условиях крупных городов и мегаполисов, процесс разрушения металла ржавчиной получает благоприятные условия для своего развития. Ускорению коррозийных явлений способствуют мелкие царапины и сколы, которые автомобиль может получить при движении по дороге плохого качества.
При дальнейшей эксплуатации авто, особенно в условиях крупных городов и мегаполисов, процесс разрушения металла ржавчиной получает благоприятные условия для своего развития. Ускорению коррозийных явлений способствуют мелкие царапины и сколы, которые автомобиль может получить при движении по дороге плохого качества.
Еще больше развиться ржавчине помогают пары реагентов, коими автодороги обрабатываются с целью предупреждения гололедицы.
Скорость развития коррозии зависит от нескольких причин. Среди них:
- сложность конструкции кузова и ошибки, как во время проектировании, так и на стадии производства;
- недостаточный слой антикоррозийной обработки труднодоступных мест в заводских условиях, чаще всего страдает от этого днище автомашины;
- неправильный уход за автомашиной при ее эксплуатации.
В последние годы количество транспортных средств на дорогах растет невероятными темпами. И как следствие, постоянно растет спрос на препараты для обработки кузова. Их подразделяют на группы в зависимости от мест нанесения и состава. Но в основном они делятся на препараты, которые нужно наносить на внешние поверхности и препараты для скрытых деталей.
Их подразделяют на группы в зависимости от мест нанесения и состава. Но в основном они делятся на препараты, которые нужно наносить на внешние поверхности и препараты для скрытых деталей.
Современная антикоррозийная обработка автомобиля своими руками, как правило, производится следующими составами:
Внешняя обработка
- Битумной мастикой. Это композиция из синтетических и битумных смол. Она способствует консервации поврежденных ржавчиной участков и препятствует дальнейшему распространению коррозии, исполняя роль защитной пленки. Слой, наносимый на металл, не должен быть толще 4 миллиметров.
- ПВХ. Данный материал изготавливается на основе каучуковых смол и признан защитным материалом с самым длительным сроком действия. Но его, как правило, можно наносить только в условиях завода-изготовителя.
- Жидким пластиком также можно обрабатывать поверхности автомашины. Но из-за его низких показателей стойкости к механическим воздействиям, применение такого защитного материала не получило широкое распространение.


Скрытые поверхности и узлы
- Специальными невысыхающими составами, в основу которых заложены масла. Этот препарат постоянно пребывает в жидком состоянии и способен заполнять все микротрещины, образующиеся на поверхности.
- Особыми составами на парафиновой или восковой основе. После высыхания нанесенное вещество покрывает поверхность эластичной восковой пленкой. Такой антикоррозийный состав не теряет свою эластичность даже во время резких колебаний температуры окружающей среды.
Все эти средства можно приобрести в специализированных магазинах и выполнить работы в гаражном боксе. В зависимости от того, каким материалом вы предпочитаете пользоваться, вы сможете сохранить целостность своего автомобиля как минимум на три года. Следует отметить, что препараты для защиты от коррозии способны образовать покрытие высокого качества. Они не наносят вреда здоровью, потому что не выделяют ядовитые испарения. И хотя такие составы не токсичны, следует поберечь открытые участки кожи и особенно слизистые оболочки тела.
Начинаем процесс обработки авто
Правильно выполненная антикоррозийная обработка автомобиля своими руками не нанесет вреда машине, потому что слой нанесения любого компонента для защиты должен быть минимальной толщины. А его нанесение на корпус или узел следует производить крайне аккуратно. Прежде чем приступить к мероприятиям по защите автомобиля от коррозийных явлений следует провести подготовительные мероприятия:
- Освободить пространство багажника и удалить из него слой шумоизоляции.
- Затем снять коврики и утеплитель под капотом, то есть все покрытия, которые способны помешать добраться до кузовной поверхности.
- Тщательно удалить краску, которая вспучилась, зачистить участки ржавчины.
- Хорошо промыть автомашину, уделяя особое внимание труднодоступным местам. Профессионалы рекомендуют мыть авто перед предстоящей противокоррозийной обработкой тремя этапами водой, температура которой не менее 70 градусов. Вначале машину достаточно будет обильно облить водой.
- Протереть мягкой тряпкой кузов насухо от остатков воды.
- Особо тщательно следует промыть и просушить пороги.
- Некоторые средства от коррозии способны разъедать резиновые элементы, поэтому следует снять всю резину, которая может контактировать.
- Накройте сидения в салоне целлофаном или плотными тряпками, чтобы случайно их не запачкать в процессе проведения работ.
- Педали и пол под ними также следует тщательно закрыть. Покрытие, которое получится в результате обработки, довольно скользкое и никому не захочется, чтобы подошвы скользили по педалям.
Теперь можно приступать к подготовке инструментов и материалов для работы. Независимо от того, какой сложности ремонт будет проводиться, вам потребуется:
- само средство от коррозии;
- дрель или шуруповерт;
- распылитель;
- малярная кисть;
- сверло по металлу;
- простые слесарные инструменты
- ветошь;
- заглушки для разновеликих отверстий.

В большинстве случаев владельцы автомашин производят выборочную обработку против ржавчины тех элементов корпуса, которые наиболее уязвимы к вредным воздействиям – это днище авто и арки колес. Кроме этого, желательно защитить антикоррозийной смесью места наибольшего скопления влаги, такие как стойки автомобиля, его пороги, места сварки и соединения на изгибах корпуса.
Полная обработка состоит из нескольких этапов. Днище и колесные арки подлежат двухслойному нанесению смеси. В обязательном порядке производится обработка скрытых мест авто, его сварочных швов и стыков на загибах. Поверхности внутри капота и багажника обрабатываются в один слой.
После помывки и просушки автомобиля можно приступить к аналитическому осмотру с целью выявления дефектов на внешних и внутренних плоскостях. Если будут обнаружены царапины, сколы или трещины, следует произвести ремонтные работы, чтобы произведенная вами обработка не прошла даром. Царапины маленького размера будет достаточно зашлифовать, а вот более серьезные разрушения потребуют дополнительной заботы. Их следует выпрямить, произвести тщательную зачистку, грунтовку, шпатлевку и покраску, и только после того как поверхности станут ровными и гладкими, можно приступать к работе с материалами для защиты. В те места и узлы автомобиля, куда доступ затруднен, средство надлежит вводить непосредственно через имеющиеся отверстия для заводского крепежа. В случае, когда такого отверстия нет, можно просверлить новое, которое по окончании работ закрывается специальной заглушкой. Вы должны получить возможность доступа ко всем скрытым участкам и внутренним швам. При этом постарайтесь по максимуму использовать имеющиеся отверстия и только в крайних случаях сверлите новые.
Царапины маленького размера будет достаточно зашлифовать, а вот более серьезные разрушения потребуют дополнительной заботы. Их следует выпрямить, произвести тщательную зачистку, грунтовку, шпатлевку и покраску, и только после того как поверхности станут ровными и гладкими, можно приступать к работе с материалами для защиты. В те места и узлы автомобиля, куда доступ затруднен, средство надлежит вводить непосредственно через имеющиеся отверстия для заводского крепежа. В случае, когда такого отверстия нет, можно просверлить новое, которое по окончании работ закрывается специальной заглушкой. Вы должны получить возможность доступа ко всем скрытым участкам и внутренним швам. При этом постарайтесь по максимуму использовать имеющиеся отверстия и только в крайних случаях сверлите новые.
Перед тем как начать работать с антикоррозийной смесью, внимательно прочитайте прилагаемую инструкцию. Там указываются особенности ее нанесения и температурные показатели для произведения работ.
Для того чтобы произвести обработку днища автомашины, вам нужно будет поставить ее на смотровую яму и снять колеса. Не будет лишним обеспечить фронт работ дополнительным освещением. Самым тщательным образом обработайте все поверхности, включая места сварки, участки расположения болтов и других деталей крепежа, пройдитесь по подвеске и шаровым опорам, не упустите из вида обработку порогов. Для производства работ в труднодоступных частях следует использовать гибкие насадки, которые продаются в комплекте с антикором. Применение пистолета с безвоздушным распылением или малярной кисти при обработке днища гарантирует равномерность распыления средства.
Не будет лишним обеспечить фронт работ дополнительным освещением. Самым тщательным образом обработайте все поверхности, включая места сварки, участки расположения болтов и других деталей крепежа, пройдитесь по подвеске и шаровым опорам, не упустите из вида обработку порогов. Для производства работ в труднодоступных частях следует использовать гибкие насадки, которые продаются в комплекте с антикором. Применение пистолета с безвоздушным распылением или малярной кисти при обработке днища гарантирует равномерность распыления средства.
Когда вы приступите к кузову автомашины в верхней части, то изначально нанесите смесь на сварные швы. Затем можно заняться обработкой стыков панелей и элементов, нанести защиту на крепежные элементы, месторасположение аккумулятора, места крепления фар и защиту двигателя. Внимательно следите за тем, чтобы антикор не попал на генератор, радиаторные соты и приводные ремни, поскольку это может спровоцировать скольжение ремня или ухудшение охлаждения мотора.
При работе в багажном отделении следует тщательно обрабатывать шов, расположенный между аркой колеса и задним крылом. Далее следует обработать поперечную раму для заднего стекла по ее внутренней стороне и тыльную часть фонарного блока, что будет защитой от окисления контактов.
Следует отметить, что антикоррозийная обработка автомобиля своими руками в салоне должна проводиться так же тщательно. Сначала следует обработать места крепления поперечных балок и кронштейнов сидений. Материал антикоррозийной защиты распыляется на нижние швы проема и дверные проемы. Работы следует производить со всей осторожностью, чтобы избежать попадания брызг на детали внутри салона.
Когда вы начнете обрабатывать двери, то здесь опасность может таиться в самих механизмах, системах аудио- и электропроводки, месторасположением которых и являются дверные проемы. Избежать этого вам помогут заводские отверстия. Вводя в них насадку, вы не сможете неловким движением повредить провода. Если таковых нет, то придется сверлить новые точки.
Совершая внешнюю обработку нужно наносить смесь на шов сварки понизу оконного проема. Для защиты внутренней поверхности обрабатываются дверные замки и имеющиеся швы.
Когда все работы закончены, следует протереть или промыть зеркала и стекла водой с растворенными в ней моющими спецсредствами. После этого можно приступать к установке на свои места всех удаленных перед началом работ элементов. После того как снимите все чехлы в салоне, протрите самым тщательным образом все поверхности панели, дверные ручки, замки багажника и капота. Замеченные пятна антикоррозийной смеси удаляются с поверхностей сухой, чистой тряпкой или ветошью.
Антикоррозийная обработка автомобиля своими руками на этом считается оконченной
Конечно, произведенная работа не даст вам гарантии того, что проделать эту процедуру будет достаточно всего один раз. Покрытие с течением времени разрушится и возникнет надобность в нанесении нового. Но тщательно нанесенная мастика на длительный срок защитит ваш автомобиль от коррозии. Срок службы антикоррозийной смеси будет зависеть от множества условий, в том числе и от качества применяемой смеси, соблюдений технологических процессов ее нанесения, начального состояния автомобиля и условий его эксплуатации.
Срок службы антикоррозийной смеси будет зависеть от множества условий, в том числе и от качества применяемой смеси, соблюдений технологических процессов ее нанесения, начального состояния автомобиля и условий его эксплуатации.
Актуальность проведения работ по защите своего автомобиля объясняется скоростью процесса разрушения металла ржавчиной, чему способствуют повышенная влажность воздушных масс в тех или иных регионах и применение химических реагентов на городских автодорогах. В настоящее время, даже покупая автомашину в престижном салоне, специалисты рекомендуют провести обработку кузова антикором. Это связано с тем, что не все предприятия–изготовители уделяют должное внимание этому важному вопросу. И автовладельцам приходиться заниматься обработкой своими руками или на автосервисе. Впрочем, не все могут себе позволить доверить данную работу мастерам из сервиса, потому что это довольно дорогостоящая процедура, да и за качество, опять-таки, никто не поручится.
Автомобильный герметик для швов является неотъемлимым материалом в кузовном ремонте автомобиля. Их существует различное множество, для различных нужд. В данной статье мы будем говорить о шовном герметике для кузова автомобиля.
Их существует различное множество, для различных нужд. В данной статье мы будем говорить о шовном герметике для кузова автомобиля.
Главной функцией любого герметика является герметизация, изоляция и склеивание поверхностей. В кузовном ремонте, герметики применяются для герметизации швов, стыков, склеивания необходимы узлов, что позволяет надёжно защитить детали от воздействия окружающей среды (влаги).
На данный момент на рынке существует большое множество автомобильных герметиком, которые имеют разные характеристики и различную выпускаемую тару. В основном автомобильный шовный герметик состоит из синтетических смол и каучука.
Виды герметиков для кузова и применение
Рассмотрим основные виды, которые применяются в кузовном ремонте автомобиля.
1. Шовный герметик в тубе (картридж) 300 мл. Данный вид наверно самый распространённый и часто применяемый. Это однокомпонентный состав в основном предназначенный для герметизации шовных соединений. Данный вид является лучшим герметиком для создания идеального шва. Для его использования необходим специальный пистолет для герметика.
Для его использования необходим специальный пистолет для герметика.
Такие пистолеты бывают как механическими так и пневматическими.
Герметик для автомобиля в тубах применяют для герметизации за вальцованного шва, внутренние части дверей, капота, багажника, в моторном отсеке. Бывают разных цветов, белый, чёрный, бежевый, серый, для создания оптимальной подложки.
2. Герметик шовный под кисть. Данный вид производиться в банках 1 килограмм, это также однокомпонентный состав, который предназначен для нанесения кистью. Он отлично подходит для склеивания металлических деталей, для заполнения стыковочного, сварного шва
Автомобильный герметик для швов под кисть часто применяется для соединительных частей багажного отсека, моторного, под бамперного пространства и других невидимых элементов. Он обеспечивает на надёжную защиту от влаги и коррозии. Также имеет различные цвета, белый, чёрный, бежевый, серый.
3. Автомобильный герметик лента. Шовная лента для создания идеально ровного шва. Она имеет клейкую основу, легка и очень удобна в использовании. Не требует сушки, может быть сразу окрашена.
Она имеет клейкую основу, легка и очень удобна в использовании. Не требует сушки, может быть сразу окрашена.
4. Также стоит обратить внимание на авто герметик в тюбике (150мл.). Он подойдёт для каких то небольших работ. Имеет те же характеристики и функции, что и вышеперечисленные. Выпускается различных цветов: белый, чёрный, серый, бежевый.
Для примера рассмотрим несколько популярных марок и видов.
Герметик Body 999
Герметик body 999, очень популярный и можно найти практически в каждом малярном магазине.
Боди 999 выпускается практически во всех вышеперечисленных вариантах. Это тюбик 150 мл., картридж 300 мл. и банка на 1 литр. Состоит из основы каучука и различных смол. Используется для герметизации металла, защиты от воздействия окружающей среды. Сохраняет свою эластичность на протяжении долгого времени. Практически не имеет усадку. Даже при очень толстом слое не трескается и имеет отличную адгезию к поверхности.
Поверхности для нанесения:
- Сталь
- Старое лакокрасочное покрытие
Продукт готов к нанесению и не требует дополнительного разбавления. После высыхания его можно окрашивать любыми видами эмали. Наносят исключительно на внутренние части автомобиля.
После высыхания его можно окрашивать любыми видами эмали. Наносят исключительно на внутренние части автомобиля.
Герметик 3М для машины
Герметики 3М давно зарекомендовали себя в кузовном ремонте. Они имеют большую линейку материала для различных нужд. Рассмотрим 3M 08684. Это однокомпонентный полиуретановый состав серого цвета (также есть чёрный и белый). Предназначен для обработки швов по кругу дверей, соединения панелей, полы машины и т.д.
Данный полиуретановый кузовной герметик 3М имеет следующие характеристики:
- Хорошо наноситься
- Не растекается
- Быстро высыхает
- После высыхания имеет высокую твёрдость и эластичность
- Высыхает в жёстких условиях (влажность, низкая температура)
Также существуют автомобильные кузовные герметики 3М для сварных швов (сварочных), но как показывает практика всё-таки рекомендуется вначале обрабатывать их кислотным грунтом или эпоксидным.
Нанесение герметика
- Поверхность должна быть очищена и обеспеченна
- Для лучшей адгезии можно слегка зачистить красным скотч брайтом
- При необходимости поверхность загрунтовать двухкомпонентными грунтами
- Поверхность должна быть тщательно обезжирена антисиликоном
Также рекомендуется установить редуктор с манометром на пистолет для герметика. Это даст плавность и равномерность хода.
Это даст плавность и равномерность хода.
Края и излишки можно убрать и сровнять пальцем или резиновым шпателем. Чтобы герметик не прилипал и не тянулся побрызгайте антисиликоном.
Если требуется наносить автомобильный герметик кисточкой и вы не знаете чем растворить герметик, чтобы добиться необходимой вязкости, то решение здесь простое. Шовный полиуретановый герметик хорошо растворяется обезжиривателем (антисиликон).
Если процесс окраски возможен, то после высыхания, без последующей обработки можно наносить практически любые эмали, будь то базовая краска металлики или акриловые 2к составы.
Следует помнить, что плохо положенный кузовной герметик сразу бросается в глаза и говорит о том, что деталь менялась или производился какой-либо ремонт. Уделите этому технологическому процессу особое внимание.
Защита сварных швов от коррозии
Несмотря на то, что сварочное соединение одно из самых прочных, сам процесс сварки закладывает основу для ускоренного разрушения шва от коррозии.
 Чтобы этому противодействовать, применяют разные способы для предотвращения ржавления металла. Давайте разберемся, что это за способы и какие из них наиболее доступны в бытовых и производственных условиях.
Чтобы этому противодействовать, применяют разные способы для предотвращения ржавления металла. Давайте разберемся, что это за способы и какие из них наиболее доступны в бытовых и производственных условиях.
В этой статье:
- Причины коррозии сварочных швов
- Виды коррозии сварочных швов
- Методы предотвращения коррозии
- Возможности сварочной химии
Причины коррозии сварочных швов
Сварочные швы начинают ржаветь быстрее основного металла. Это можно заметить на следующий день, осмотрев конструкцию, над которой трудились вчера. Коррозия возникает на соединениях, созданных любым методом сварки (MMA, TIG, MIG) и не зависит от аппарата и его цены.
Образование ржавчины на швах обусловлено следующими причинами:

Виды коррозии сварочных швов
После сварки процесс коррозии бывает наружный, внутренний или объединенный, что по-своему влияет на внешний вид соединения и ухудшение его характеристик. По типу коррозии существует:
По типу коррозии существует:
Методы предотвращения коррозии
Защита сварочного шва от коррозии выполняется при помощи химических, термических и механических процессов. Рассмотрев технологию, необходимые средства для каждого метода, получится выбрать подходящий для своих условий работы.
Отжиг
Чтобы убрать температурные напряжения в конструкции после сварки, изделие отжигают. Это происходит путем нагрева детали до 800 градусов. Затем его помещают в водный раствор натрий-хрома (3%), содержащий ингибиторы коррозии. Благодаря такой обработке напряжения сглаживаются, шов «впитывает» молекулы хрома. Это продлевает срок службы сварочного соединения и защищает от ржавчины.
Но для такого метода нужно оборудование и условия для нагрева изделия до 800 градусов. Это можно сделать при помощи газовой горелки или в крупной печи. Затем требуется большая емкость, куда окунается деталь со сварочными швами. Следовательно, крупные конструкции в бытовых условиях обработать сложно. Процесс по отжигу (нагреву и последующему охлаждению) занимает время, что сказывается на производительности при большой партии одинаковой продукции.
Анодирование
Электрохимический процесс, при котором защита сварных швов от возникновения коррозии достигается путем создания на поверхности особо прочной пленки. Процесс происходит в такой последовательности:
Процесс происходит в такой последовательности:
- Швы предварительно травят, обрабатывая азотной кислотой. Остальную поверхность просто обезжиривают растворителями (уайт-спирит, ацетон, бензин).
- В ванну на дно укладывают свинцовые листы. К ним присоединяют контакты с напряжением, чтобы проводник стал катодом.
- Емкость наполняют серной или хромовой кислотой. Чаще используют серную среду, поскольку процесс требует меньшего расхода электроэнергии. Хромовый ангидрид более дорогостоящий.
- К изделию подключают второй полюс, чтобы оно играло роль анода.
- Деталь погружается в ванну и подается напряжение. Происходит анодирование, создается устойчивый особо прочный верхний слой.
- Изделие извлекается и промывается горячей водой для удаления кислоты. Горячая вода содействует уменьшению пор в металле и уплотнению защитной пленки.
- Затем деталь сушат.
Для анодирования необходимо электричество, химические растворы и емкость, способная вместить конструкцию со сварочными швами. Следовательно, создать условия для такого метода защиты можно только на производстве. В быту получится организовать анодирование только для небольших изделий.
Следовательно, создать условия для такого метода защиты можно только на производстве. В быту получится организовать анодирование только для небольших изделий.
Лужение
Лужение сварочного шва — это наплавление на его поверхность другого материала, служащего защитой. Чаще всего используют олово или его сплавы, поскольку у них относительно невысокая температура плавления. Сварочный шов обрабатывают механически до нужного вида, толщины, формы. Затем газовой горелкой или паяльной лампой разогревают поверхность соединения. Второй рукой подают в нагреваемую зону припой — оловянный стержень. Он постепенно плавится и олово растекается по поверхности основного металла. Когда припой остывает, образуется прочная защитная пленка, устойчивая не только к образованию коррозии, но и механическому воздействию.
Метод можно реализовать в домашних условиях, в гараже или мастерской. Понадобится олово и паяльная лампа. Но сам процесс лужения долгий по времени, требует аккуратности и терпения. Работа на вертикальных поверхностях осложняется законами гравитации — расплавленное олово скапывает вниз. Поэтому способ защиты сварочного шва подойдет только как разовый, а для серийного применения нужно искать другой метод.
Работа на вертикальных поверхностях осложняется законами гравитации — расплавленное олово скапывает вниз. Поэтому способ защиты сварочного шва подойдет только как разовый, а для серийного применения нужно искать другой метод.
Шпаклевание, грунтование
Техника защиты часто используется в автомастерских для защиты швов при замене арок, порогов, других частей кузова автомобилей. После сварки швы зачищаются и шпаклюются, чтобы вывести ровную плоскость, скрыть следы сварочных работ. Затем поверхность грунтуют, красят и покрывают лаком. Процесс очень кропотливый, требует большого опыта, навыка, иначе сварочный шов будет виден. Если не качественно удалить ржавчину в околошовной зоне, коррозия продолжится под ЛКП и вскоре краску вспучит, потребуется все переделывать.
Подбор присадки и проволоки
При сварке нержавеющей стали часть легирующих элементов выгорает под действием высоких температур. Чтобы компенсировать потери, выбирают проволоку с увеличенным содержанием хрома, благодаря чему шов остается максимально приближенным по составу к основному металлу. Но такая технология защиты шва от коррозии применима только с легированными металлами. Для малоуглеродистой и углеродистой конструкционной стали аналогов нет.
Но такая технология защиты шва от коррозии применима только с легированными металлами. Для малоуглеродистой и углеродистой конструкционной стали аналогов нет.
Возможности сварочной химии
Наиболее простой способ защиты всех видов сварных соединений — применение сварочной химии. Это специальные средства, наносимые на швы после сварки, которые надежно защищают металл от ржавчины. Их можно использовать на любой поверхности (горизонтальной, вертикальной, потолочной). По консистенции сварочная химия бывает в виде пасты или спрея.
Другие пасты состоят из смеси синтетических масел. Они образуют на поверхности сварочного шва защитную пленку, устойчивую к:
Еще одни виды паст состоят из алкидной смолы. Они выполнены с металлическим блеском, напоминающим цинковое покрытие. Смола устойчива к солям, температурам от -50 до +240 градусов. Надежно изолирует шов от контакта с воздухом и водой.
Надежно изолирует шов от контакта с воздухом и водой.
Все виды защитных антикоррозионных паст не содержат вредных компонентов, поэтому безопасны для сварщика. Имеют желеобразную консистенцию, легко наносятся на вертикальные и потолочные поверхности, не стекают вниз. Пасты с маслами обеспечивают дополнительную смазку, чтобы контактирующие со швом детали не стачивали верхний слой соединения. Нанесение пасты занимает минимум времени, поэтому не сказывается на производительности.
Спреи и пасты для защиты швов могут наносить даже новички — особых знаний не нужно. Удобство работы во всех пространственных положениях с большими и малыми конструкциями делает их лучшим способом защиты от ржавчины.
Ответы на вопросы: защита сварных швов от коррозии
Как долго спрей защищает сварочный шов от ржавчины?
СкрытьПодробнее
Это зависит от состава. Срок защиты производитель указывает в характеристиках. Например, спреи на восковой основе, образующие прозрачную пленку, защищают в течение 3 месяцев. Этого достаточно, чтобы полностью собрать крупную конструкцию, транспортировать ее в другое место и там уже окрасить.
Срок защиты производитель указывает в характеристиках. Например, спреи на восковой основе, образующие прозрачную пленку, защищают в течение 3 месяцев. Этого достаточно, чтобы полностью собрать крупную конструкцию, транспортировать ее в другое место и там уже окрасить.
Можно ли удалить защитную пленку от спрея?
СкрытьПодробнее
Да, перед окрашиванием или необходимостью в дальнейшей сварке пленка стирается очистителями, продающимися в специализированных магазинах.
Какую температуру выдерживает защитный спрей?
СкрытьПодробнее
Большинство спреев выдерживают температуру до 200 градусов. Некоторые товары способны кратковременно переносить до 300 градусов. Пасты на основе синтетических масел сохраняют свои свойства при 1200 градусах.
Как наносить спрей на сварочный шов?
СкрытьПодробнее
Необходимо дождаться остывания соединения. Нанесение проводят при комнатной температуре с расстояния 25 см до поверхности. Предварительно шов обрабатывают очистителем.
Нанесение проводят при комнатной температуре с расстояния 25 см до поверхности. Предварительно шов обрабатывают очистителем.
Как быстро высыхает антикоррозионная защита?
СкрытьПодробнее
Большинство спреев на отлип высыхает спустя 10 минут. За деталь уже можно браться, переставлять ее. Полное отвердение наступает спустя 4-6 часов.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Чем обработать сварочные швы на автомобиле
Для последнего этапа сварочных работ (приварка фальш-порожков изнутри салона) требуется обработать тот стык пол-порог, что будет навсегда закрыт полостью фальш-порожка.
Поэтому инструкция, как защищать сварочные швы по науке
Наблюдаем шов недельной давности.
Поэтому прохожу насадкой-ершом на болгарке, счищаю весь окисл. После обдуваю шов с помощью пылесоса (щланг на выхлопе). Это быстрее, чем обдувочник с компрессора тащить)
Еще раз обдуваю до высыхания растворителя и покрываю реактивным (трявящим) грунтом. Задувал краскораспылитилем, хотя можно и кисточкой (но уйдет грунта в разы больше)
Затем нагреваю на водяной бане кистевой (шовный) герметик. Используем хороший, дорогой. Дешевка отвалиться через 4-5 лет как заводской москвичевский. После наношу кистью на шов
Получается вот так:
Далее нужно высушить, смотрим по инструкции время сушки. У меня в гараже холодно, поэтому оставляю сушиться на ночь.
Утром нужно покрыть полученное
После этой процедуры обработка сварочного шва окончена. Шов становиться практически вечным и будет служить весь срок службы авто.
Москвич 2141 1992, двигатель бензиновый 1.5 л., 72 л. с., передний привод, механическая коробка передач — кузовной ремонт
Машины в продаже
Москвич 2141, 1993
Москвич 2141, 1993
Москвич 2141, 1999
Москвич 2141, 1992
Комментарии 48
ну как шов поживает через 6 лет?)
А почему эпоксидный грунт наносится поверх шовного герметика, а не наоборот?
Ну и как швы поживают спустя 4 года?)
Поддерживаю, тоже интересно!
В стиле Стим Панк)
сКАЖИТЕ ПОЖАУЙЛСТА, НУЖНО ЛИЦЕВУЮ СТОРОНУ ВАРИТЬ… ПО ИДЕЕ ГЕРМЕТА НЕ БУДЕТ, БУДЕТ ЦЕЛЬНЫЙ ШОВ (ВВАРИВАЮ АРКУ) ЧЕМ ЛУЧШЕ ЗАЩИТИТЬ?
ВСЕ ЧТО НАШЕЛ, ТАК ЭТО ПАСТА С ОЛОВОМ ДЛЯ ЛУЖЕНИЯ.
ПОДСКАЗЫВАЮТ, ЧТО МОЖНО ПАСПТОЙ ДЛЯ ПАЙКИ ПИЩЕВЫХ ТРУБ ОБРАБОТАТЬ, ОНА С СЕРЕБРОМ…
ХОЧЕТСЯ ЧТОБЫ ШОВ БОЛЬШЕ НЕ ПОЛЕЗ РЖАВЕТЬ… ВОЗМОЖНО ЛИ ЭТО?
Сварка — самый надежный, быстрый и экономичный способ создания неразъемных соединений металлов и их сплавов. В ходе сварочного процесса металл нагревается до температуры плавления. Это вызывает в нем внутренние напряжения. Кроме того, на поверхности сварочного шва остается шлак. Для удаления шлака и снятия внутренних напряжений в металле применяются различные способы обработки сварного шва.
Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
 Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.
Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Термическая обработка сварных соединений призвана восстановить внутреннее строение металла и его свойства, вернуть характеристики прочности, пластичности и коррозионной устойчивости к проектным значениям.
Особенности проведения
Обработка осуществляется при высоких температурных значениях, в диапазоне 600- 1000 °С. Это позволяет преодолеть негативные последствия неравномерного нагрева и приблизить структуру шва и околошовной зоны к структуре самой детали.
Обработка проходит в три стадии:
- Нагревается область рядом со швом.
- Конструкция выдерживается некоторое время в нагретом состоянии.
- Изделие охлаждается в соответствии с графиком обработки.
Процесс термообработки швов на трубопроводе
Существует несколько видов обработки сварного шва. Выбор зависит от конфигурации конструкции, толщины детали и цели, которую собираются достигнуть.
Для каждого вида обработки применяется свой специфический график нагрева, выдержки и охлаждения.
Достоинства и недостатки
К достоинствам обработки нагревом относят:
- Восстановление целевых характеристик прочности и пластичности;
- Снятие внутренних напряжений, обеспечение долговечности шва и всей конструкции;
- Улучшение, при необходимости, этих показателей.
Отрицательные моменты при проведении обработки нагревом следующие:
- Высокие требования к квалификации работников.
- Необратимость процессов. В случае несоблюдения графика термообработки сварных швов исправить брак практически невозможно.
- Требуется дорогостоящее и громоздкое оборудование
- Высокое энергопотребление, низкая экологичность.

В большинстве случаев преимущества перевешивают недостатки.
Что подвергают обработке
Термообработке подвергают сварные швы в ответственных конструкциях. Сюда входят
- магистральные трубопроводы
- сварные конструкции различных механизмов и станков, испытывающих высокие нагрузки
- изделия, которым предстоит работать в сложных условиях эксплуатации.
При термообработке сравнительно небольших изделий используют муфельные печи.
Самодельная муфельная печь
Для обработки нагревом габаритных конструкций применяют нагрев пламенем газовых горелок или индукционный способ. В отдельных случаях применяют радиационный метод.
Термообработку для повышения коррозионной стойкости следует проводить по возможности скорее по окончании сварки.
Параметры проведения процесса
Продолжительность процесса во многом определяется маркой сплава и толщиной заготовки. Для хром-молибденовых сплавов применяют индукционный или радиационный способы нагрева. С увеличением толщины типовая продолжительность нагрева (в минутах) растет:
| Толщина детали, см | Радиационный | Индукционный |
| 2,0 | 40 | 25 |
| 2,0-2,5 | 70 | 40 |
| 2,5-3,0 | 100 | 40 |
| 3,0-3,5 | 120 | 60 |
| 3,5-4,5 | 140 | 70 |
| 4,5-6,0 | 150 | 90 |
| 6,0-8,0 | 160 | 110 |
Индукционный способ требует меньшего времени на обработку, но отличается большими энергозатратами. Перед обработкой следует обязательно выполнить зачистку сварочного шва.
Перед обработкой следует обязательно выполнить зачистку сварочного шва.
Используемое оборудование
Термообработка сварных швов выполняется с использованием нескольких основных способов, каждый требует своего набора оборудования:
- Индукционный. Требует генератора высокочастотного переменного тока большой мощности. Нагревательным элементом является катушка индуктивности, намотанная поверх участка детали, подлежащего нагреву.
- Радиационный. Используется инфракрасное излучение от нагретой нихромовой проволоки, через которую пропускается сильный электрический ток. Требует мощных источников тока. Может применяться для прогрева материалов со слабыми электромагнитными свойствами.
- Газовый. Наиболее экономичный по энергозатратам способ. Используется специальная горелка. Факел пламени формируется так, чтобы равномерно прогневать зону термообработки.
Выбор метода нагрева проводят, сопоставляя цель обработки, толщину конструкций, характеристики материала и экономические соображения.
Виды термической обработки
Виды термообработки сварных швов различаются по своей цели. Специалисты отличают следующие процессы:
- Отдых. Конструкцию доводят до 300 °С и выдерживают полтора — два часа. Снижает механические напряжения и снижает содержание водорода в материале шва.
- Отпуск. Состоит в нагреве до 700 °С и трехчасовой выдержке. Практически полностью снимает напряжения, дает возможность повысить пластичность.
- Нормализация. Всю конструкцию, включая шов, нагревают до 800 °С и выдерживают 30-40 минут. Позволяет достичь однородности и мелкозернистости структуры металла. Используется на изделиях малой толщины.
- Аустенизация. Изделие нагревают до 1100 °С и выдерживают 120 минут. Охлаждение проводят при комнатной температуре. Повышает пластичность высоколегированных сплавов за счет преобразования их кристаллической структуры.
- Отжиг. Нагрев до 960 ° С, трехчасовая выдержка и остывание при комнатной температуре. Используется для высоколегированных сплавов для повышения коррозионной стойкости.

Как правило, перед термообработкой проводится зачистка сварного соединения.
Контроль температуры
При проведении термообработки ключевое значение имеет температура нагрева конструкции. Для контроля температуры применяют:
- Термокарандаш и термокраска. Представляют собой химическое соединение, меняющее цвет по мере изменения температуры. Наносятся на поверхность изделия.
- Тепловизоры и пирометры. Электронные устройства, дистанционно измеряющие температуру.
Термокарандаши и термокраска – традиционные средства, достаточно трудоемкие в применения и требующие постоянного визуального контроля со стороны оператора и его оперативного вмешательства в случае выхода параметров за пределы допустимых значений.
Тепловизоры и пирометры обладают большей точностью и могут быть встроены в автоматическую систему поддержания постоянной температуры.
Другие виды обработки
Кроме термообработки, широко используются также механические и химические виды очистки сварных швов.
Механическая
Проводится с использование проволочных щеток или абразивных дисков. В промышленных условиях щетка, диск или лепестковая абразивная насадка закрепляет в угловой шлифовальной машинке (в быту называемой «болгарка»)
Способом механической зачистки с поверхности соединения удаляют шлаки, окалину, брызги застывшего металла и оксидную пленку.
Механическая обработка сварного шва
Зачистка сварного шва после сварки применяется перед термообработкой или покраской.
Химическая
Призвана удалить с поверхности шва следы жира, смазки, оксидные пленки и другие загрязнения. Проводится перед нанесением на конструкцию покрытий, предохраняющих от коррозии.
Травление — обработка сильнодействующими кислотами — проводится перед механической обработкой. После нее проводят пассивацию — нанесение вещества, образующего на поверхности защитную пленку.
Химическая обработка сварного шва
Химическая обработка металла проводится химически активными веществами, многие из которых пожароопасны и могут причинить серьезный вред здоровью. Поэтому следует строго соблюдать правила техники безопасности.
Поэтому следует строго соблюдать правила техники безопасности.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка очень часто используется при кузовном ремонте автомобилей. Однако просто соединить металлические детали – это ещё не всё. Нужно, чтобы всё было красиво, аккуратно и незаметно. В видео и статье вы узнаете как правильно обрабатывать сварочные швы.
Процедура обработки сварочного шва будет рассматриваться на примере стойки:
Она уже аккуратно обрезана, без зазоров и прихвачена:
Почему нельзя варить сплошным швом?
Начнём с того, что не во всех местах нельзя варить сплошным швом. Хотя, лучше везде его не использовать. Обратите внимание, к примеру, на самолёты – там нигде нет сварных швов, везде на клёпках. Сплошной шов при скручивании металла будет просто лопаться.
Кроме того, при сварке сплошным швом деталь сильно нагревается. При этом нагревается не только то место, которое нагревается, а ещё и все прилегающие. Чем дольше варите – тем шире зона нагрева. Из-за этого металл может повести.
При этом нагревается не только то место, которое нагревается, а ещё и все прилегающие. Чем дольше варите – тем шире зона нагрева. Из-за этого металл может повести.
Варить нужно точками. Сначала между ними расстояние должно быть примерно 5 см. Дальше между ними нужно приварить ещё по точке. После этого ещё между этими новыми по точке – до тех пор, пока шов не станет сплошным, если оно вам так сильно нужно.
Внимание! Варить нужно точками, обязательно давайте металлу остывать. Искусственно остужать металл нельзя – в противном случае он утянется.
Сварка и обработка шва
1. Приварите материал короткими швами длиной 1 см
Между швами должно быть расстояние 1 см. Если материал «стреляет», значит вы его плохо почистили. Если поверхность для сварки большая, то можете попеременно сваривать участки с разных сторон.
2. Зачистите шов болгаркой
Шов после зачистки шов должен выглядеть примерно так:
3. Нанесите эпоксидный грунт
Нанесите эпоксидный грунт
Не обязательно делать это толстым слоем. Грунт наносится для того, чтобы шов не окислялся. Если на шве присутствует ржавчина, то его нужно обработать кислотным грунтом. Эпоксидный грунт имеет очень плотную структуру и защищает металл от попадания влаги и воздуха.
Дайте ему просохнуть день. Далее можно набить на нём риску 120-й или 240-й шкуркой, чтобы придать грунту шероховатость.
Внимание! Грунт нельзя греть феном, с его помощью вы просушите только верхний слой – под ним уже ничего не высохнет.
4. Зашпаклюйте сварочный шов
Сварка днища
Днище не рекомендуется заваривать прокатным чёрным металлом, который везде продаётся – он сильно поддаётся ржавчине. Со временем такой металл будет передавать ржавчину тому материалу, к которому его приварили даже если очистите до чистоты.
Отличный выход – это использовать старый капот. Вырезаете из него участок и варите! Он хорошо гнётся, поэтому очень универсален. Привариваете углы, и выстукиваете в середине, что угодно – ему можно придать любую форму. Кроме того, ржавчина после сварки передаваться не будет. Рекомендуется использовать металл со старых иномарок: капота, крылья, крыши и т.д.
Привариваете углы, и выстукиваете в середине, что угодно – ему можно придать любую форму. Кроме того, ржавчина после сварки передаваться не будет. Рекомендуется использовать металл со старых иномарок: капота, крылья, крыши и т.д.
термообработка, механическая и химическая, зачистка
Содержание:
- Основные методы
- Термообработка
- Механическая обработка
- Химическая обработка
- Особенности обработки нержавейки после сваривания
- Способы обработки сварочных швов на автомобиле
- Интересное видео
Самым быстрым, надежным и экономичным способом создания высокопрочных неразъемных соединений металлов считается сварка. Но для безопасной и долговечной эксплуатации металлоконструкций сварные швы должны обладать достаточной прочностью, устойчивостью к влажности и ржавлению.
Металл при проведении сварочных работ нагревается до температуры плавления, вследствие чего в нем возникают внутренние напряжения. Наряду с этим сверху на соединительном стыке остается шлак, подлежащий устранению. Обеспечить снятие напряжений, удаление шлаковых образований и повышения прочности призвана обработка сварного шва.
Основные методы
Обработка сварных швов после сварки необходима для повышения их прочностных показателей и защиты от преждевременных разрушений. Соединения обрабатывают разными способами, среди которых наиболее распространенными являются:
- термический. Позволяет ликвидировать возникшие в процессе сварки остаточные напряжения. Проводится путем общего прогрева, когда вся деталь подлежит температурной обработке или локального, когда только соединительный стык прогревается или охлаждается;
- механический. Это своеобразная зачистка сварных швов, в ходе которой с поверхности шовных соединений устраняется окалина и остатки шлаков, а также проверяется их надежность;
- химический. Сущность способа состоит в нанесении на швы специальных составов с целью обезжиривания поверхности, предотвращения образования коррозионных очагов и создания защитного слоя. Как правило химическая обработка сварных швов используется для материалов, эксплуатация которых будет происходить в активных средах. Наиболее доступным и часто применяемым вариантом является обрабатывание соединений лакокрасочными грунтовочными смесями.
 Сущность способа состоит в нанесении на швы специальных составов с целью обезжиривания поверхности, предотвращения образования коррозионных очагов и создания защитного слоя. Как правило химическая обработка сварных швов используется для материалов, эксплуатация которых будет происходить в активных средах. Наиболее доступным и часто применяемым вариантом является обрабатывание соединений лакокрасочными грунтовочными смесями.
Сущность способа состоит в нанесении на швы специальных составов с целью обезжиривания поверхности, предотвращения образования коррозионных очагов и создания защитного слоя. Как правило химическая обработка сварных швов используется для материалов, эксплуатация которых будет происходить в активных средах. Наиболее доступным и часто применяемым вариантом является обрабатывание соединений лакокрасочными грунтовочными смесями.Какой из способов лучше сказать затруднительно. Выбирать конкретный метод следует руководствуясь условиями эксплуатации металлоизделий, а также техническими требованиями к конструкции. Довольно часто все три технологии применяют последовательно.
Термообработка
Термическая обработка сварных соединений считается обязательных этапом процесса сваривания тонкостенных изделий, особенно тех, которые в результате воздействия внутренних напряжений подвергаются деформациям.
К таким изделиям принадлежат разнообразные емкости, трубопроводы, сосуды давления, корпуса химических и атомных реакторов и другие ответственные объекты. Основана технология в нагреве с последующим охлаждением сваренной детали по строго заданному температурному графику.
Основана технология в нагреве с последующим охлаждением сваренной детали по строго заданному температурному графику.
Какие проблемы решает
В процессе сваривания только небольшой участок стыкуемых элементов подвергается нагреву. Вследствие неравномерного прогрева в швах возникают внутренние напряжения, выступающие весомой причиной деформации деталей и даже полного их разрушения. Также в местах неровного нагревания металла изменяется структура его кристаллической решетки, что в итоге ухудшает химические и физико-механические характеристики.
Термообработка сварных соединений уменьшает образующиеся внутри швов напряжения, а также позволяет:
- сделать однородной и более устойчивой к внешнему воздействию структуру спая и околошовных участков;
- улучшить эксплуатационные и физические свойства металла: увеличить жаростойкость и устойчивость к коррозии, нормализовать пластичность.
Термообработка сварных швов восстанавливает свойства и строение металла и дает возможность довести технические показатели до проектных решений.
Как происходит термообработка
Осуществляется термическая обработка после сварки при высоких температурных показателях, варьирующихся в пределах 600-1000°С.
Процесс обрабатывания происходит в следующем порядке:
- Сам шов и окружающие его с обеих сторон участки нагреваются.
- В разогретом состоянии конструкция выдерживается определенный период в зависимости от используемого способа.
- Деталь охлаждается с соблюдением графика обработки.
Для конструкций с разной конфигурацией и толщиной обработка сварочных швов выполняется разными видами, каждому из которых характерны свои отличительные особенности.
Виды термообработки
На практике термообработка полученных в процессе сварки соединительных стыков проводится по-разному. В таблице ниже перечислены применяемые методы и их особенности.
| Вид обработки | Особенности процесса |
| Предварительный нагрев | Металл прогревается до температуры 150-200 градусов. Используется при состыковке деталей из низкоуглеродистой стали перед проведением сварочных работ и непосредственно во время сваривания Используется при состыковке деталей из низкоуглеродистой стали перед проведением сварочных работ и непосредственно во время сваривания |
| Высокий отпуск | В зависимости от типа стали температура нагревания составляет 650-750°С. После достижения нужных температурных показателей в течение 5 часов режим поддерживается на одном уровне. После обработки в разы увеличивается эластичность шовного соединения, повышается устойчивость к внешним нагрузкам, до 80% понижается напряжение |
| Нормализация | Такой тип обрабатывания выполняется при температуре, начиная от 950° и выше. При нагреве до нужных показателей происходит выдержка, после чего в условиях окружающей среды изделие охлаждается. Применяется методика для изделий из низколегированных и углеродистых марок стали. После проведения процедуры понижается напряжение, уменьшается зернистость материала, повышается прочность стыка |
| Аустенизация | Основан метод на закалке стыковочного шва посредством разогрева его до 1070° и больше. Прогревать место соединения необходимо в течение часа, после чего оно быстро охлаждается искусственным путем. Данным способом выполняется термообработка сварных швов трубопроводов и других изделий из аустенитных сталей с целью повышения эластичности спая Прогревать место соединения необходимо в течение часа, после чего оно быстро охлаждается искусственным путем. Данным способом выполняется термообработка сварных швов трубопроводов и других изделий из аустенитных сталей с целью повышения эластичности спая |
| Стабилизация | При таком типе отжига намного ниже температура в сравнении с аустенизацией и время выдержки металла тоже менее продолжительное |
| Термический отдых | Прогревание до 250-300°С подразумевает термоотдых сварных соединений, когда он выполняется в шве уменьшаются напряжение и уровень диффузного водорода |
Выбор оборудования
Полученные при сварке соединения обрабатываются несколькими способами, для каждого из которых применяется отдельная установка для термообработки сварных швов:
- индукционный. Здесь понадобится обладающий достаточной мощностью генератор переменного высокочастотного тока. В качестве нагревательного прибора выступает намотанная поверх обрабатываемого участка катушка индуктивности;
- радиационный. Выполняется путем исходящего от нагретой нихромовой проволоки инфракрасного излучения. Сквозь проволоку пропускается электрический ток от мощных источников. Методика возможна к применению для материалов с незначительными электромагнитными свойствами;
- газовый. В отношении энергозатрат самый экономный способ. Нагрев осуществляется специальной горелкой, при этом важно правильно сформировать факел пламени чтобы участок накалялся равномерно.
 Выполняется путем исходящего от нагретой нихромовой проволоки инфракрасного излучения. Сквозь проволоку пропускается электрический ток от мощных источников. Методика возможна к применению для материалов с незначительными электромагнитными свойствами;
Выполняется путем исходящего от нагретой нихромовой проволоки инфракрасного излучения. Сквозь проволоку пропускается электрический ток от мощных источников. Методика возможна к применению для материалов с незначительными электромагнитными свойствами;При выборе подходящего метода необходимо учитывать характеристики материала, толщину изделий, какие задачи должна решить обработка и экономический фактор.
Контроль за температурой прогрева
Вне зависимости проводится общая или локальная термообработка сварного шва труб, емкостей или других изделий, в каждом случае необходимо осуществлять контроль за температурой прогрева. Для этого используют:
- термокраску и термокарандаш. Это химические соединения, которые наносятся на место стыка и при изменении температуры меняют оттенок;
- пирометры и тепловизоры — электронные приборы, работающие дистанционно.

Термокарандаши и краски требуют непрерывного визуального контроля и при отклонении температурных параметров от допустимых значений нужно оперативное вмешательство. Тепловизоры и пирометры более точные устройства и могут встраиваться в автоматическую систему, поддерживающую стабильную температуру.
Плюсы и минусы термообработки
К преимуществам обработки соединительных стыков металлоизделий термическим воздействием принадлежат:
- восстановление пластичности и прочности материала;
- уменьшение внутренних напряжений;
- обеспечение долговечности стыков и надежности всей конструкции.
В числе минусов отмечают:
- повышенные требования к квалификации специалистов;
- необходимость габаритного и дорогостоящего оборудования;
- при допущении даже незначительных ошибок процессы невозвратимы и исправить изъяны невозможно;
- большие расходы электроэнергии.
Хоть недостатки и есть, но если соблюдать график и выполнять все действия правильно, то можно существенно улучшить технические характеристики швов.
Сферы применения
Как правило улучшение швов термическими способами выполняют в конструкциях с повышенными эксплуатационными требованиями. Это может быть термообработка сварных соединений технологических трубопроводов, подвергающихся высоким нагрузкам станков и механизмов, и других конструкций, работающих в сложных условиях.
При проведении ремонтно-кузовных работ довольно часто применяется обработка сварочных швов автомобиля посредством разогрева их до нужной температуры.
Изделия небольших размеров нагреваются в муфельных печах. Более габаритные конструкции раскаляются как правило индукционным или газовым способами, в некоторых случаях радиационным. Защита сварных швов от коррозии должна выполняться как можно быстрее после завершения сварочного процесса.
Механическая обработка
Зачистка сварных швов после сварки механическим путем выполняется с применением разных устройств, самым простым из которых является проволочная щетка. Есть и другие способы, позволяющие не только в разы упростить задачу, но еще гораздо качественнее зачищать стыки. Например, с помощью болгарки со специальной лепестковой насадкой или абразивного круга, или шлифовального портативного устройства.
Например, с помощью болгарки со специальной лепестковой насадкой или абразивного круга, или шлифовального портативного устройства.
Хоть с первого взгляда зачистка сварочных швов кажется довольно простой, существуют некоторые правила, от знания и соблюдения которых напрямую зависит качество и эффективность работ:
- когда зачистка сварных швов после сварки болгаркой проводится, то при выборе шлифовального круга нужно учитывать материал, из которого он изготовлен. В данном случае лучше использовать круг из цирконата алюминия;
- лепестки круга выбирать следует на тканевой основе. Хоть стоимость таких приспособлений выше, но она вполне оправдана конечным результатом и окупается за счет меньшего расхода шлифовальных кругов;
- размер абразивного зерна имеет значение и выбирать его нужно с учетом поставленных задач. Нередко зачистка сварного шва выполняется несколькими насадками с разными размерами зерен. Крупнозернистые используют для устранения крупных окалин, а для финишной проходки потребуется насадка с самыми мелкими зернами. Менять их нужно в определенной последовательности от большего размера к меньшему;
- если предстоит зачистка сварного шва после сварки в местах с ограниченным доступом, например, в отверстиях, кромках или полостях, то здесь нужно применять борфрезы. Это специальные приспособления разных форм и размеров, которые устанавливаются в шлифовальную машину.
 Менять их нужно в определенной последовательности от большего размера к меньшему;
Менять их нужно в определенной последовательности от большего размера к меньшему;Механическим способом очень часто проводится обработка сварных швов автомобиля, устраняются образовавшиеся на соединительных спаях шлаки, окалины, оксидная пленка, заусенцы, брызги застывшего металла и другие дефекты, влияющие на качество и прочность стыка.
Когда предстоит покраска сварных швов после сварки, то обязательным этапом перед нанесением лакокрасочных средств считается ликвидация изъянов механическим путем.
Химическая обработка
Зачистка сварочных швов после сварки будет намного эффективнее и качественнее, если механические приспособления совмещать с химическими средствами. В этом плане наиболее популярными и действенными считаются два метода: травление и пассивация.
Травление
Это стадия обработки стыков, выполнять которую нужно перед механической шлифовкой. Выполняется с помощью химических составов, образующих на поверхностях деталей однородные и прочные антикоррозионные покрытия. Кроме этого методом травления удаляются затронутые побежалостью участки, в которых скапливаются побудители ржавления, например, окисленные никель и хром.
Когда очистке подлежат небольшие участки, то растворы наносятся непосредственно на поверхность стыков. Большие по размерам детали со сложной конфигурацией помещают в емкости, заполненные травильным раствором. В зависимости от типа металла время химического воздействия определяется индивидуально.
Пассивация
Это зачистка швов после сварки посредством обработки металлических поверхностей специальными составами, образующими пассивную к коррозионным образованиям защитную пленку. Химический процесс происходит следующим образом. При взаимодействии с металлической поверхностью оксиданты мягкого действия удаляют с нее свободный металл, образуя при этом защитную пленку.
После завершения процесса обязательно нужно смыть водой используемые реагенты. Поскольку после такой смывки в воде содержится множество тяжелых металлов и кислот, поэтому с целью предотвращения негативного воздействия на окружающую среду отработанную жидкость необходимо утилизировать.
Чтобы правильной и безопасной была химическая зачистка сварных швов после сварки нормы предусматривают нейтрализацию кислот специальными щелочными соединениями, после чего раствор следует профильтровать и утилизировать согласно требований природного законодательства.
Особенности обработки нержавейки после сваривания
Изделия из нержавеющей стали используются в разных направлениях жизнедеятельности: в автомобилестроении, в производстве трубопроводов и емкостей под агрессивные жидкости, и многих других конструкций. В быту высокой популярностью пользуются выполненные из нержавейки полотенцесушители, стойки, пандусы, перила, кухонные и другие принадлежности.
Довольно часто посредством сваривания элементов из нержавейки мастера в бытовых условиях изготавливают все возможные конструкции. Но чтобы добиться максимальной прочности стыковых соединений и получить долговечные изделия следует знать, как и чем обработать сварной шов от коррозии.
Но чтобы добиться максимальной прочности стыковых соединений и получить долговечные изделия следует знать, как и чем обработать сварной шов от коррозии.
Если этого не сделать, то в местах спая довольно быстро образуются окалины, которые со временем будут только увеличиваться, провоцируя разрушение стыков.
Механическая шлифовка
Места спая существенно ослабляет возникший при сваривании оксидный слой. Чтобы снять его проводится шлифовка сварных швов, которая также позволяет устранить неровности и некрасивые цветовые переходы.
Осуществляется шлифовка с помощью болгарки, оснащаемой специальными шлифовальными кругами. Но прежде чем зачищать сварные швы следует понимать, что далеко не все круги подойдут для таких работ.
Чтобы на изделии не оставались темные перегретые участки и грубые борозды от абразива, то лучше применять лепестковые круги. Сам процесс очистки будет более продолжительным, но эффект получится намного лучше.
Полировка
Важным этапом обработки стыков на нержавеющей стали является полировка. Она необходима для придания поверхностям окончательного блеска, ровности и устойчивости к агрессивным внешним воздействиям.
Она необходима для придания поверхностям окончательного блеска, ровности и устойчивости к агрессивным внешним воздействиям.
Как выполняется процесс и чем зачистить сварочный шов? Сперва места соединений обрабатываются установленным в дрель диском с резиноподобным материалом вулканитом. Это придает спаям необходимой формы и глубины, сам материал оказывает на нержавейку мягкое воздействие.
Далее на отшлифованные участки наносится полировочная паста, например, алмазный состав или обычная смесь ГОИ. Войлочным кругом паста распределяется по всей поверхности. При необходимости отполировать угловые соединения лучше использовать маленькие круги.
После обработки на поверхностях отсутствуют матовые пятна, она получается блестящей и зеркальной.
Способы обработки сварочных швов на автомобиле
На сегодняшний день одной из самых эффективных и простых способов скрепления металлических элементов является сварка. Технология активно используется также при кузовном ремонте автомобилей.
Срок службы кузова нельзя назвать вечным. Уже после 10-15 лет эксплуатации на кузове появляются трещины, коррозионные образования и другие дефекты. Также ремонт является неизбежным после ДТП.
Многие автовладельцы в стремлении уменьшить затраты на ремонт решают самостоятельно провести сварочные работы. При этом далеко не все знают, чем обработать сварочные швы на авто.
Сварной шов сам по себе считается слабым местом, поэтому нуждается в дополнительной защите от преждевременного разрушения. Возможны разные варианты и средства, чем обработать сварные швы автомобиля:
- если сваривание выполняется в легкодоступном месте, то на готовый шов можно нанести шовный автомобильный герметик. Покрывать лучше несколькими слоями поочередно, разравнивая смесь шпателем;
- при нахождении спая на труднодоступной внутренней поверхности для обработки подойдут пневматические распылители консервантов. Это устройства, состоящие из пластиковой длинной трубки, бачка для заливки в него раствора-консерванта и пневматического компрессора.

Это самые простые методы для защиты соединительных стыков. Для подготовки поверхностей под покраску и предотвращения коррозионных процессов используются также другие методики — механическая шлифовка, химическое протравливание и нейтрализация. От качества сварочного процесса и правильности обработки спаев напрямую зависит будет ли гнить сварной шов под краской.
Правила качественной сварки и обработки швов
Если разобраться, то особой сложности сварка и обработка шовных соединений при кузовном ремонте не представляет. Здесь важно только соблюдать технологию сваривания и порядок зачистки полученных спаев:
- приваривать металл лучше точечной техникой, длина швов при которой составляет около одного сантиметра. Если расплавленный металл очень разбрызгивается, значит поверхность деталей некачественно была очищена перед сваркой. Чтобы избежать перегрева при выполнении больших по протяжности швов следует сваривать участки с разных сторон попеременно;
- когда спай выполнен и остыл его необходимо зачистить используя проволочную щетку или болгарку с грамотно подобранными насадками. На этом этапе со стыка удаляются неровности, заусины, бугорки от застывших разбрызгиваний металла и другие дефекты;
- следующий этап — нанесение эпоксидных грунтовочных составов. Это необходимо для того, чтобы предотвратить окисление металлических поверхностей. Эпоксидные смеси имеют достаточно структуру и обеспечивают надежное защитное покрытие от попадания на металл влаги и воздуха. Если на спае есть следы ржавчины, то дополнительно его следует обработать кислотным грунтом.
 На этом этапе со стыка удаляются неровности, заусины, бугорки от застывших разбрызгиваний металла и другие дефекты;
На этом этапе со стыка удаляются неровности, заусины, бугорки от застывших разбрызгиваний металла и другие дефекты;Нанесенный грунт должен хорошенько просохнуть, поэтому нужно выждать как минимум сутки. После высыхания можно слегка прошкурить поверхность для придания ей шероховатости, используя шкурку 120-го или 240-го номера. Дальнейшие действия — нанесение шпаклевки и покраска.
Обратите внимание! Грунт должен высыхать естественным путем, нельзя ускорять процесс с применением фена. Таким образом только верхний слой просушится, образуя корочку, под которой ничего уже не высохнет.
Гели и кислоты
Чтобы ликвидировать возникшие при сварке цветовые переходы и оксидные отложения применяется кислотная обработка металла гелями и кислотами. Происходит процедура в следующем порядке:
- сварное изделие охлаждается до температуры 50°С;
- шовные соединения тщательно очищаются от окалин и загрязнений металлической щеткой;
- предварительно подготовленный состав наносится на спай и выдерживается в течение 30 минут;
- химикаты тщательно смываются большим количеством воды.
Некоторым из химических веществ характерна повышенная пожароопасность, поэтому необходимо строгое соблюдение техники безопасности.
Возможна также термообработка сварочных швов, но такая технология как правило используется в профессиональных автосервисах и с применением специализированного оборудования.
Интересное видео
Герметик для сварочных швов автомобиля
Главная » Разное » Герметик для сварочных швов автомобиля
Шовный герметик для авто: виды, особенности, применение
В автомобильном и транспортном машиностроении шовные герметики используются довольно давно. Как правило, их применяют для изоляции различных стыков кузовов легковых и грузовых автомобилей, специальной техники, ж/д вагонов и т.д. Но наибольшее распространение они получили именно в автопромышленности.
Как правило, их применяют для изоляции различных стыков кузовов легковых и грузовых автомобилей, специальной техники, ж/д вагонов и т.д. Но наибольшее распространение они получили именно в автопромышленности.
Что представляет собой шовный герметик для авто? Рассмотрим в данной статье.
Виды шовных герметиков
Герметик для кузова автомобиля по форме выпуска бывает следующих видов:
- В тубе (картридж) 300 мл
- В банке 1 кг
- Ленточный
- В тюбике
- Распыляемый
Первый вид является самым распространенным и широко применяемым. Это однокомпонентные составы, используемые при герметизации различных швов. Наносится при помощи специального механического или пневматического пистолета. При помощи второго приспособления можно добиться почти заводского качества шва. Герметики в тубах бывают серые, белые, черные, красные и других цветов. Применяется для багажника, капота, моторного отсека, внутренних частей дверей и т. п.
п.
Герметики в банке предназначены для нанесения кистью. Это однокомпонентные составы, которые применяются для склеивания металлических элементов, заполнения сварных и стыковочных швов. Такие материалы отлично защищают от коррозии и воздействия воды. Бывают черными, белыми, бежевыми и серыми. Применяется для багажного и моторного отсеков, пространства под бамперами и на других элемента кузова.
Ленточные кузовные герметики позволяют создавать идеально ровные швы. Они очень удобны в применении, не требуют сушки и могут быть сразу окрашены.
Герметики в тюбиках применяются для небольших работ. По характеристикам и назначению схожи с обычными материалами в картриджах или банках. Могут быть белыми, серыми, бежевыми, черными.
Распыляемые герметики – это однокомпонентные составы на основе MS-полимеров. Такие материалы отверждаются за счет влаги, которая содержится в воздухе. Наносятся такие герметики при помощи специального пневматического пистолета.
По составу кузовные герметики бывают силиконовыми, полиуретановыми, силанмодицифированными.
Для герметизации швов силиконовые составы используют редко. Это обусловлено тем, что по сравнению с MS-полимерами и полиуретанами они более эластичны, а также не могут окрашиваться. Помимо этого, силиконовые составы по сравнению с другими материалами стоят несколько дороже.
Полиуретановые герметики – это основной вид материалов, применяемый при кузовном ремонте. Они отличаются очень высокой прочностью, упругостью и другими потребительскими свойствами. При их использовании следует помнить, что полиуретаны плохо переносят воздействие ультрафиолета, поэтому их нужно наносить в местах, недоступных для УФ-излучения. Эти герметики также могут окрашиваться любыми видами красок. Требуют грунтования перед нанесением.
Силанмодицицированные (MS-полимеры) составы – это гибридные герметики. Они являются более современными, чем полиуретаны, а также не требуют предварительного грунтования. MS-полимеры устойчивы к воздействию ультрафиолета, могут окрашиваться и обладают высокой прочностью. Такие герметики могут быть как выдавливаемые (картридж), так и распыляемые.
MS-полимеры устойчивы к воздействию ультрафиолета, могут окрашиваться и обладают высокой прочностью. Такие герметики могут быть как выдавливаемые (картридж), так и распыляемые.
Особенности применения
Назначение и функциональность кузовных герметиков зависит от компонентов, из которых они изготовлены. Это влияет на свойства материала, цвет, область применения и стоимость.
Некоторые герметики требуют для нанесения специального оборудования, поэтому перед покупкой следует ознакомиться с инструкцией или проконсультироваться с продавцом. Например, некоторые силанмодифицированные составы наносятся методом распыления, поэтому для их использования понадобится специальный пневматический пистолет.
Независимо от типа применяемого материала кузовной герметик должен наноситься на сухую, чистую и обезжиренную поверхность. Некоторые составы требуют дополнительного грунтования основания.
Количество материала рассчитывается исходя из объема и продолжительности работ. Для автомастерских, специализирующихся на кузовном ремонте, одного картриджа может быть недостаточно, а обычному автовладельцу для выполнения небольших работ может хватить и тюбика 150 мл.
Для автомастерских, специализирующихся на кузовном ремонте, одного картриджа может быть недостаточно, а обычному автовладельцу для выполнения небольших работ может хватить и тюбика 150 мл.
Популярные продукты
На рынке представлено немало герметиков, предназначенных для выполнения кузовного ремонта. Рассмотрим некоторые из них.
Merbenit XS55
Высокопрочный эластичный материал (прочность на разрыв 4 Н/мм2) на силанмодифицированной основе (SMP). Обладает высокой адгезией ко многим основаниям. Используется для герметизации сварных швов. Помимо этого, применяется в металлургии, климатической и вентиляционной технике, производстве автомобилей, контейнеров, грузовых вагонов, полимеров, в приборо- и машиностроении.
Преимущества:
- Устойчив к соленой воде, алифатическим растворителям, маслам, растворам щелочей и неорганических кислот
- Высокая стойкость к вибрациям и ударам
- Может окрашиваться
- Не разрушается при атмосферных воздействиях
- Не содержит силикона, изоцината и растворителей
- Без запаха
BODY 999
Полиуретановый герметик с минимальной усадкой. Не дает трещин даже при нанесении толстого слоя материала. Применяется для герметизации кузовных стыков, сварных швов, заполнения пустот и т.п. Не рекомендуется для нанесения в местах, подверженных воздействию УФ-излучения.
Не дает трещин даже при нанесении толстого слоя материала. Применяется для герметизации кузовных стыков, сварных швов, заполнения пустот и т.п. Не рекомендуется для нанесения в местах, подверженных воздействию УФ-излучения.
Преимущества:
- Минимальная усадка
- Не растекается даже на вертикальных поверхностях
- Обладает высокой адгезией к различным основаниям
- Может окрашиваться после высыхания
- Не растрескивается
- Длительный срок службы
3M 08537
Нитрилкаучуковый герметик. Применяется для обработки тонким слоем стыков внутри багажника, внутренних частей дверей, мест крепления амортизаторов уплотнения сварных швов и болтовых соединений. Наносится кистью.
Преимущества:
- Не растекается
- Хорошо сохраняет структуру
- Устойчив к воздействию масла
- Высокая эластичность
- Устойчивость к воздействию воды
Terostat 9320
Силанмодифицированный распыляемый герметик. Используется в качестве антигравийного покрытия и для дополнительной защиты днища автомобиля. Допускает зачистку поверхностей наждачной бумагой, что увеличивает адгезию материала. Точно воспроизводит заводской герметик.
Используется в качестве антигравийного покрытия и для дополнительной защиты днища автомобиля. Допускает зачистку поверхностей наждачной бумагой, что увеличивает адгезию материала. Точно воспроизводит заводской герметик.
Преимущества:
- Высокая адгезия
- Длительный срок службы
- Быстро высыхает
- Устойчив к ультрафиолету
- Способствует поглощению шума
- не содержит ПВХ, силиконов и изоцинатов
Рекомендации
Герметики для швов просты в применении, но для получения наибольшей эффективности следует придерживаться следующих рекомендаций.
Во-первых, поверхности должны быть сухими, чистыми и обезжиренными. Для этих целей подойдет обычный растворитель, очиститель или бензин.
Если герметик используется как уплотнитель, то перед применением нужно удалить остатки старого материала. Не следует делать это наждачной бумагой, так как она повредит поверхности.
Чтобы соединить две детали герметик нужно наносить на одну из прилегающих поверхностей. Если материал наносится на обе стороны, то в итоге получится полностью неразборная конструкция.
Минимальная толщина слоя должна быть 1 мм. При необходимости ее можно увеличить, но без фанатизма, так как излишки могут повлиять на внешний вид деталей.
Скорость отверждения герметиков составляет около 3 мм/сутки. Начальная прочность набирается в течение 30-90 минут в зависимости от используемого состава.
Герметик автомобильный для швов, какой лучше выбрать
Автомобильный герметик для швов является неотъемлимым материалом в кузовном ремонте автомобиля. Их существует различное множество, для различных нужд. В данной статье мы будем говорить о шовном герметике для кузова автомобиля.
Рассмотрим основные виды их назначение, характеристики, форма выпуска, как правильно применять и наносить шовные герметики, чтобы это получилось красиво и качественно.
Главной функцией любого герметика является герметизация, изоляция и склеивание поверхностей. В кузовном ремонте, герметики применяются для герметизации швов, стыков, склеивания необходимы узлов, что позволяет надёжно защитить детали от воздействия окружающей среды (влаги).
На данный момент на рынке существует большое множество автомобильных герметиком, которые имеют разные характеристики и различную выпускаемую тару. В основном автомобильный шовный герметик состоит из синтетических смол и каучука.
Виды герметиков для кузова и применение
Рассмотрим основные виды, которые применяются в кузовном ремонте автомобиля.
1. Шовный герметик в тубе (картридж) 300 мл. Данный вид наверно самый распространённый и часто применяемый. Это однокомпонентный состав в основном предназначенный для герметизации шовных соединений. Данный вид является лучшим герметиком для создания идеального шва. Для его использования необходим специальный пистолет для герметика.
Такие пистолеты бывают как механическими так и пневматическими.
Для качественного нанесения необходим именно пневматический пистолет. Ручным вы не добьётесь равномерности, какая должна быть с завода.
Герметик для автомобиля в тубах применяют для герметизации за вальцованного шва, внутренние части дверей, капота, багажника, в моторном отсеке. Бывают разных цветов, белый, чёрный, бежевый, серый, для создания оптимальной подложки.
2. Герметик шовный под кисть. Данный вид производиться в банках 1 килограмм, это также однокомпонентный состав, который предназначен для нанесения кистью. Он отлично подходит для склеивания металлических деталей, для заполнения стыковочного, сварного шва
Автомобильный герметик для швов под кисть часто применяется для соединительных частей багажного отсека, моторного, под бамперного пространства и других невидимых элементов. Он обеспечивает на надёжную защиту от влаги и коррозии. Также имеет различные цвета, белый, чёрный, бежевый, серый.
3. Автомобильный герметик лента. Шовная лента для создания идеально ровного шва. Она имеет клейкую основу, легка и очень удобна в использовании. Не требует сушки, может быть сразу окрашена.
Она имеет клейкую основу, легка и очень удобна в использовании. Не требует сушки, может быть сразу окрашена.
4. Также стоит обратить внимание на авто герметик в тюбике (150мл.). Он подойдёт для каких то небольших работ. Имеет те же характеристики и функции, что и вышеперечисленные. Выпускается различных цветов: белый, чёрный, серый, бежевый.
Для примера рассмотрим несколько популярных марок и видов.
Герметик Body 999
Герметик body 999, очень популярный и можно найти практически в каждом малярном магазине.
Боди 999 выпускается практически во всех вышеперечисленных вариантах. Это тюбик 150 мл., картридж 300 мл. и банка на 1 литр. Состоит из основы каучука и различных смол. Используется для герметизации металла, защиты от воздействия окружающей среды. Сохраняет свою эластичность на протяжении долгого времени. Практически не имеет усадку. Даже при очень толстом слое не трескается и имеет отличную адгезию к поверхности.
Поверхности для нанесения:
- Сталь
- Старое лакокрасочное покрытие
Продукт готов к нанесению и не требует дополнительного разбавления.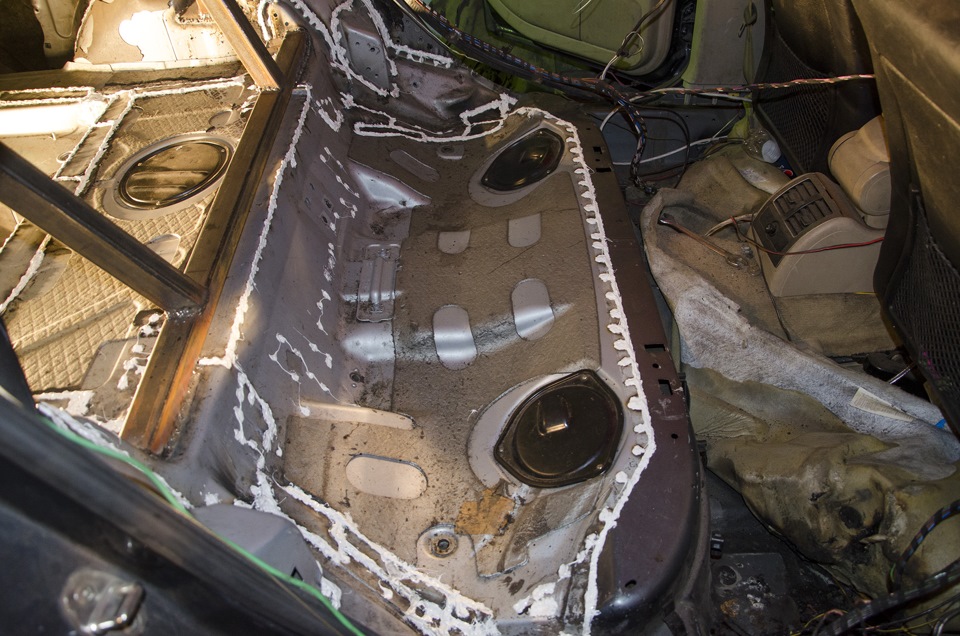 После высыхания его можно окрашивать любыми видами эмали. Наносят исключительно на внутренние части автомобиля.
После высыхания его можно окрашивать любыми видами эмали. Наносят исключительно на внутренние части автомобиля.
Герметик Body 999 нельзя наносить на места подверженные ультрафиолету.
Герметик 3М для машины
Герметики 3М давно зарекомендовали себя в кузовном ремонте. Они имеют большую линейку материала для различных нужд. Рассмотрим 3M 08684. Это однокомпонентный полиуретановый состав серого цвета (также есть чёрный и белый). Предназначен для обработки швов по кругу дверей, соединения панелей, полы машины и т.д.
Данный полиуретановый кузовной герметик 3М имеет следующие характеристики:
- Хорошо наноситься
- Не растекается
- Быстро высыхает
- После высыхания имеет высокую твёрдость и эластичность
- Высыхает в жёстких условиях (влажность, низкая температура)
Большое преимущество данного материала это достаточно малое время высыхания, уже после 30-50 минут может быть окрашен любыми красками.
Также существуют автомобильные кузовные герметики 3М для сварных швов (сварочных), но как показывает практика всё-таки рекомендуется вначале обрабатывать их кислотным грунтом или эпоксидным.
Нанесение герметика
Нанесение герметика на детали машины имеет свои нюансы, что бы результат был качественным, необходимо знать некоторые моменты.
- Поверхность должна быть очищена и обеспеченна
- Для лучшей адгезии можно слегка зачистить красным скотч брайтом
- При необходимости поверхность загрунтовать двухкомпонентными грунтами
- Поверхность должна быть тщательно обезжирена антисиликоном
Для наилучшего результата используйте специальный пневматический пистолет для ровного и плавного нанесения.
Также рекомендуется установить редуктор с манометром на пистолет для герметика. Это даст плавность и равномерность хода.
Края и излишки можно убрать и сровнять пальцем или резиновым шпателем. Чтобы герметик не прилипал и не тянулся побрызгайте антисиликоном.
Отдельно купите специальный лепесток (бабочка) так как он не идёт в комплекте. С помощью него сможете регулировать ширину шва и у вас будет упор, что бы шов не гулял из стороны в сторону.
Если требуется наносить автомобильный герметик кисточкой и вы не знаете чем растворить герметик, чтобы добиться необходимой вязкости, то решение здесь простое. Шовный полиуретановый герметик хорошо растворяется обезжиривателем (антисиликон).
Не все герметики возможно окрашивать, поэтому перед применением ознакомитесь с технической документацией.
Если процесс окраски возможен, то после высыхания, без последующей обработки можно наносить практически любые эмали, будь то базовая краска металлики или акриловые 2к составы.
Следует помнить, что плохо положенный кузовной герметик сразу бросается в глаза и говорит о том, что деталь менялась или производился какой-либо ремонт. Уделите этому технологическому процессу особое внимание.
ШОВНЫЕ кузовные герметики для авто: как наносить?
Шовный герметик, как следует из его названия, применяется для работы со швами. У человека далёкого от автомалярного дела может возникнуть вопрос, какие швы этот состав должен герметизировать, и зачем. Давайте разбираться, тем более что шовный герметик для авто – это абсолютно необходимый состав в любом сложном ремонте лакокрасочного покрытия.
Что представляет собой состав, и зачем он нужен?
Герметик для автомобиля шовный – это чаще всего состав на основе полиуретана и полимерных компонентов, предназначенный для гидроизоляции трещин, швов между панелями и стыков конструкции, которых в автомобильном кузове хоть отбавляй.
Герметик можно использовать по периметру дверей, на передних, центральных и задних стойках, переднем щите моторного отсека, порогах и т. д. Все эти элементы имеют сварные и завальцованные соединения, которые могут нуждаться в авто герметике для кузовных швов.
Дело в том, что швы – это самый уязвимый элемент автомобильного кузова – там может накапливаться влага и пыль, мешающая этой влаге испаряться. Как говорится, рыба гниёт с головы, а автомобильный кузов со швов. Поэтому им и уделяется такое внимание.
Состав производится в нескольких форм-факторах, самые распространённые из них – это герметик сварных швов авто в форме тубы с носиком, шовный герметик под кисть для авто в металлической таре (как автомобильная эмаль), и авто герметики для швов, выполненные в форме липкой ленты. Давайте рассмотрим каждый из видов подробнее и укажем их основные достоинства (и недостатки, если они есть).
Герметики для швов в тубе (картуше)
Этот вид может без проблем использоваться в условиях гаража. Наносится чаще всего с помощью обычного пистолета для герметика с ручным выдавливанием (профессионалы на крупных СТО обычно используют специальные пистолеты, с подачей воздуха из компрессора). Такие герметики производятся как ведущими мировыми брендами, так и небольшими производителями, поэтому разброс цен на составы очень велик. Эти шовные кузовные герметики для авто удобно наносить, они долговечны, как правило хорошо окрашиваются автоэмалями. При нанесении желательно использовать простое правило – шов по ширине должен превышать глубину в 2 раза. Это значительно повысит его прочностные характеристики.
Герметик для швов в металлической герметичной таре
Эти составы еще называются кистевыми шовными герметиками для авто, так как могут наноситься с помощью обычной кисти. На СТО для этих целей используют специальные пистолеты с запиткой от компрессора. Такие составы глубоко проникают в стыки, они прекрасно окрашиваются любыми автомобильными эмалями, могут быть использованы для работы «по площадям». Такие составы предпочитают именно профессиональные автомаляры.
Герметик для швов в ленте
На вид напоминает двухсторонний скотч. Очень удобно наносится, при этом швы будут иметь практически заводской вид. То, что шов загерметизирован не в производственных условиях заметит только профессионал по прямоугольному профилю ленты с четко обозначенными углами. Применение такого герметика интуитивно простое и очень быстрое. Укрывочная лента с внешней стороны снимается непосредственно перед началом процесса окрашивания.
Как видите, автомобильные герметики сильно различаются по своему виду, поэтому как правильно наносить шовный герметик для авто также разберём отдельно для каждого типа состава.
Как правильно наносить герметик?
Допустим, Вы проводите ремонт автомобиля, видите сварной или завальцованный шов на кузовном элементе, с которым собираетесь вести работу, и начинаете решать, как с ним поступить.
Сразу скажем, что не каждый способ применения шовного герметика универсален.
? Допустим, герметики-ленты лучше применять для завальцованных швов по периметру дверей. Именно там они демонстрируют оптимальную плотность прилегания к поверхности.
? Кистевой шовный герметик для авто прекрасно подойдёт для обработки сварных швов днища и других элементов, расположенных вне зоны видимости. Там его можно укладывать в два слоя и не сильно экономить.
? А герметики в тубе можете использовать по своему усмотрению – это наиболее универсальный тип. Перед тем как наносить герметик удостоверьтесь, что шов не имеет никакого люфта, что он надёжен и прочен, иначе вся работа пойдет насмарку. Итак, как правильно наносить шовный кузовной герметик для авто?
Предварительный этап будет одинаков для всех – поверхность слегка, буквально в несколько движений, матируем абразивом Р320. Опытным путём доказано, что лучше всего подходит красный скотч-брайт. Это поможет повысить адгезию между материалами.
После матировки необходимо провести обеспыливание и удалить все жирно-масляные следы с поверхности (для этого используется обезжириватель и любая нетканая салфетка). Далее всё будет зависеть от типа состава.
? Как пользоваться шовным герметиком для авто в форме ленты? Проще всего! Наклеиваем её на шов и плотно прижимаем (можно просто придавить посильней пальцем по всей длине). С этим справится даже ребёнок, а результат порадует внешним видом любого завзятого перфекциониста. Не забудьте про верхнюю ленту! Её удаляют только перед нанесением автоэмали на деталь.
?С герметиками в тубе всё тоже не сложно! Заправляем тюбик в пистолет, срезаем носик на нужный диаметр шва и вуаля! Всё готово к работе. В отличие от ленты тут требуется определённая квалификация, поэтому перед тем как герметизировать шов, потренируйтесь на любой картонке. Кстати, в нашем магазине можно приобрести специальные насадки для того, чтобы швы получались идеально ровными. Они предлагаются в том же разделе, что и пистолеты для герметиков.
? Больше всех могут привести в недоумение герметик для швов под кисть. У того, кто впервые пользуется таким составом, могут возникнуть вопросы как его наносить, с помощью какой кисти, за сколько слоёв и т.д. На самом деле, всё очень просто:
- после комплекса подготовительных работ, поверхность кузова на 3-4 мм от шва в обе стороны закрываем малярным скотчем;
- герметик наносим с помощью неширокой кисти, слоем толщиной около 2-х мм;
- для лучшего внешнего вида поверхность получившегося шва лучше разровнять, проще всего это сделать пальцем в перчатке – результат получается идеальным;
- удаляем скотч и радуемся ровному шву, похожему на заводской.
Сколько сохнет такой шовный герметик для авто? Слой грунта можно наносить обычно уже через 30 минут после нанесения. Полиуретановые составы требуют сушки в течение 24 часов.
Надеемся, нам удалось прояснить ситуацию по кузовным герметикам, и если вы решали для себя, какой лучше шовный герметик для авто, то поняли, что каждый состав обладает своими преимуществами. Причём все типы этих составов можно найти в ассортименте нашего магазина.
Что предлагает интернет-магазин FARBID?
Мы предлагаем не только герметики для автомобиля, но также полный спектр других материалов и инструментов для реставрации лакокрасочного покрытия. У нас Вы найдёте огромный выбор кузовных эмалей, лаков, шпатлёвок, грунтов. Доставка работает по всей территории Украины, а своим клиентам мы предлагаем удобные способы оплаты. Жители Киева могут посетить магазин-склад, расположенный по адресу: г. Киев, ул. Березняковская 15А. Обращайтесь, наши менеджеры всегда рады помочь!
Шовный герметик для авто: особенности, виды, способ нанесения
Какие герметики применяют для защиты сварных швов автомобиля
Сегодня эту задачу решают специальные шовные герметики. Название здесь говорит само за себя – они герметизируют шов, то есть предотвращают его контакт с воздухом, а, следовательно, и с химически активными веществами. При этом тот же герметик может играть роль клеевого состава, резьбового фиксатора, шумоизоляционного материала и др.
Большинство современных марок изготавливается на основе каучука и синтетических смол, отличия между продукцией разных брендов могут заключаться в следующем:
- пропорции и составе компонентов, задающих баланс прочности и эластичности>;
- наличии и разновидности легирующих присадок>;
- наличии и цвете красителей>;
- свойствах адгезии>;
- виде и объеме тары.
Последний фактор определяет удобство нанесения состава на сварочный шов, качество его защиты и эстетические свойства соединения.
Широкое распространение получили герметики в пластиковых тубах объемом 300-350 мл, подача материала из которых обеспечивается ручными или пневматическими пистолетами.
В невидимых зонах (внутренние стороны крыльев, подкапотное пространство и др.) обычно используются более дешевые герметики, которые наносятся кистью, а для защиты швов после небольших локальных ремонтов целесообразно использовать тюбики по 100-150 мл.
Отдельно стоящим способом изоляции стыка является герметик-лента, который прост в нанесении, позволяет создать идеально ровный и очень тонкий слой, но при этом достаточно дорог и предполагает незамедлительную дальнейшую покраску.
Герметик сколько градусов выдерживает: особенности, подготовка к поверхности к нанесению
Как и любой другой материал, герметики ни в коем случае нельзя наносить на неподготовленную поверхность. Это не только нарушит адгезивные свойства, но и существенно сократит температурный режим, который материал способен выдержать.
В первую очередь, обрабатываемый объект полностью очищается от любых загрязнений и остаток старого лакокрасочного покрытия. Но это еще не все. Также необходимо воспользоваться специальными моющими средствами и растворителями. После этого следует воспользоваться следующими веществами:
- сольвентом;
- бензином;
- ксилолом;
- универсальным обезжиривателем;
- растворителем 646;
- ацетоном.
Операции следует осуществить снаружи сооружения? Тогда необходимо позаботиться о защите объекта от пыли и грязи. Для этого нужно воспользоваться малярной лентой – заклеить ею всю обрабатываемую поверхность.
При взаимодействии с гладкими материалами первоначально нужно использовать наждачную бумагу. Далее, очистить поверхность от остатков абразивных элементов и уже потом обезжирить вышеупомянутыми веществами.
Особенности применения
Назначение и функциональность кузовных герметиков зависит от компонентов, из которых они изготовлены. Это влияет на свойства материала, цвет, область применения и стоимость.
Некоторые герметики требуют для нанесения специального оборудования, поэтому перед покупкой следует ознакомиться с инструкцией или проконсультироваться с продавцом. Например, некоторые силанмодифицированные составы наносятся методом распыления, поэтому для их использования понадобится специальный пневматический пистолет.
Независимо от типа применяемого материала кузовной герметик должен наноситься на сухую, чистую и обезжиренную поверхность. Некоторые составы требуют дополнительного грунтования основания.
Количество материала рассчитывается исходя из объема и продолжительности работ. Для автомастерских, специализирующихся на кузовном ремонте, одного картриджа может быть недостаточно, а обычному автовладельцу для выполнения небольших работ может хватить и тюбика 150 мл.
Выбор конкретного герметика
Приобрести герметик для сварных швов автомобиля можно даже в небольших строительных и малярных магазинах, а также в центрах продажи автозапчастей.
Критерии выбора шовного герметика
При покупке состава для автомобиля, требуется изучение из каких компонентов изготовлен. От этого будет зависеть качество, количество, тон.
Импортная продукция выпускается в пластмассовых и алюминиевых тубах с наконечником-дозатором.
При покупке товара, предварительно изучается инструкция использования и объем, так как есть средства, которые требуют применение пистолета.
Масса туба выбирается в зависимости от объема работы. При большой массе и редком использовании смесь застынет.
Виды шовного герметика
В продаже есть большое количество составов, которые обладают различными свойствами. В большинстве случаев масса содержит синтетические смолы.
К основным видам относят:
- Шовный. Объем 300 мл. Для такого типа требуется применение пистолета. При применении достигается шов без изъянов. Выпускается в 5 оттенках: белый, черный, бежевый, серый.
- Под кисть шовный. Форма выпуска баночная, массой 1 кг. Предназначен для заделывания стыка, сварочного шва. Не подвергается влиянию влаги, ржавчины. Выпускается в 4 оттенках: белый, черный, бежевый, серый.
- Автомобильные герметики лента. Для красивого ровного шва. Производится с клейкой основой, что облегчает применение. После нанесения на автомобиль не требуется высушивание, допускается окрашивание.
Смесь на основе акрила
Состав, произведенный из акриловых полимеров, имеет доступность и обеспечивает достаточную сцепливаемость с пористым сырьем. Обладает гибкостью, но при сильной деструкции может отойти. На слой акрилового герметика можно наносить обработку, краску.
Битумные смеси
Смеси представлены в виде пастообразных веществ, в основе которых битум и инновационные модификаторы, наполнители. Широко используются во влажной среде. Обладает повышенной адгезией с большинством поверхностей, не требует скрупулезной подготовки ремонтируемых плоскостей.
Полиуретановые разновидности
Полиуретановые смеси имеют высокие показатели влагостойкости, гибкости, термостойкости. Выдерживают механические воздействия. При таких изменениях не нарушаются структурные свойства.
Примером такого вида выступает герметик 3М 08684 для авто. Активно применяется для кузова автомобиля. Рассчитан на обрабатывание швов вокруг дверей, соединений, днища. Выпускается в сером, черном, белом цвете.
Обладает такими характеристиками:
- Простота применения.
- Состав не растекается.
- После быстрого просыхания проявляется твердость и гибкость.
- Не требует особых условий для просыхания. Допустимые влажность, понижение температуры.
Есть герметик 3М специально для сварочных швов на кузове автомобиля. Но для него требуется предварительное очищение поверхности.
Анаэробные герметики
Подобные средства легко отличить от остальных: они имеют жидкую текстуру, благодаря которой получили название «жидкая прокладка». Герметик распределяется внутри полостей и самых мелких трещинок, а застывает только после прекращения контакта с кислородом. Обычно анаэробные составы используются для ремонта небольших участков, в противном случае есть риск появления недостаточно прочных швов. Чаще всего составы применяются профессионалами, ведь их нужно правильно наносить и строго соблюдать инструкцию.
Технические характеристики герметизирующих составов на силиконовой основе
Силиконовый герметик почти наполовину состоит из силиконового каучука и бывает двух видов.
- Однокомпонентный состав – наиболее распространенный вид, который можно купить в любом магазине стройматериалов. Такие смеси выпускаются в тубах, фойл-пакетах или в более крупной таре. Затвердевают за счет влаги, которая находится в воздухе. У таких составов имеется один недостаток: они быстро (в течение 15-20 минут) отвердевают только при нанесении тонким слоем.
- Двухкомпонентный силиконовый герментик, или компауд – предназначен, в основном, для промышленного использования. Такие составы могут отвердевать в любых объемах, их стоимость значительно превышает цену однокомпонентных составов.
По химическому составу силиконовый герметик может быть двух видов.
- Кислотного отвердения – обладает отличной гидрофобностью, стойкостью к высоким температурам, адгезией к ровным поверхностям. Такой состав при попадании на металл вызывает коррозию. Сохнет около 4-6 часов.
- Нейтральным – применяют для обеспечения герметичность пластмассовых соединений, имеет более высокую стоимость. Полностью высыхает за сутки в диапазоне температур от +5 до +45 градусов.
В среде автолюбителей силиконовый герметик приобрел заслуженную популярность благодаря своим техническим характеристикам:
- высокая гидрофобность;
- обеспечивает адгезию при нанесении на большинство материалов;
- стойкость к агрессивным химическим воздействиям;
- термо- и морозоустойчивость;
- прочность и эластичность состава;
- устойчивость к воздействию УФ излучения;
- доступная цена.
В силу своих характеристик и свойств, силиконовый автомобильный герметик менее требовательный к качеству и точности нанесения, что позволяет применять его для уплотнения больших щелей, вплоть до 6-7мм. Силикон является химически нейтральным материалом, поэтому он прекрасно сочетается с различными прокладками из резины, картона, паронита, а также используется в качестве материала для самостоятельных прокладочных элементов.
Полиуретановые составы
Данные герметики являются самыми популярными на рынке, выпускаются в огромном ассортименте. Они бывают напыляемыми, пастообразными под кистевое нанесение. Отличительными чертами полиуретановых герметиков являются:
- легкость применения;
- отсутствие растекания с вертикальных оснований;
- высокая гибкость, эластичность, термостойкость, влагостойкость;
- выдерживание больших механических нагрузок.
Популярные продукты
Чтобы выбрать хороший автомобильный герметик для швов, стоит обратить внимание на самые известные и качественные товары, представленные на рынке.
Merbenit XS55
Представляет собой высокопрочный герметик для капота, днища и иных частей кузова на модифицированной кремниевой основе. Имеет огромную прочность на разрыв (4 Н/кв. мм), отличную адгезию к металлу, пластику. Кроме герметизации швов, может использоваться при монтаже климатической техники, вентиляции. В заводских условиях применяется в автомобилестроении, вагоностроении, при производстве полимеров. Достоинства герметика несомненны:
- идеальное заполнение даже мельчайших трещин;
- возможность покраски готового шва;
- отсутствие вредных растворителей и неприятного запаха;
- стойкость к действию воды, соли, масел, растворов щелочей и кислот;
- переносимость вибрации, ударов, атмосферного влияния.
BODY 999
Герметик Body 999 можно отыскать в любом автомобильном магазине. Он считается одним из самых распространенных и реализуется в тубах по 150 мл, картриджах по 300 мл, банках по 1000 мл. Средство на полиуретановой основе применяется для заполнения пустот, обработки сварных швов машины с целью защиты от воды и пагубного действия атмосферных факторов. Герметик отлично подходит к металлу, пластику, окрашенным поверхностям, но его нельзя наносить на участки, подверженные действию ультрафиолета.
Преимущества материала таковы:
- сохраняет эластичность в течение длительного срока;
- не дает усадки;
- не течет по вертикальным поверхностям;
- может наноситься даже толстым слоем и не трескаться;
- имеет высокую степень адгезии к поверхностям;
- готов к использованию, не требует разведения;
- после высыхания может окрашиваться.
3M 08537
Шовный автомобильный герметик 3M тоже производится на основе полиуретана. Это однокомпонентный состав, выпускаемый в черном и белом цветах, считающийся универсальным и подходящим для:
- соединения панелей;
- герметизации сварочных швов;
- обработки арок, порогов, дверей;
- уплотнения днища, стыков внутри багажника;
- крепления амортизаторов;
- упрочнения болтовых соединений.
Средство имеет кистевой способ нанесения, является жидким и выпускается в металлических банках. Оно устойчиво к действию масел, нефтехимии, высокоэластичное, не боится воды, не дает усадки, сохраняя структуру в течение нескольких лет, быстро сохнет. После окончательной полимеризации шов будет твердым, но достаточно эластичным. Спустя 50 минут после нанесения его уже можно окрашивать любыми красками.
Terostat 9320
Герметик линии Teroson («Теросон») Terostat 9320 считается универсальным средством «4 в 1». Это распыляемый однокомпонентный состав на основе современных модифицированных полимеров, который застывает под действием влаги из воздуха. Он выпускается в черном, сером цветах и оттенке охры.
После полимеризации клей-герметик «Теростат» формирует эластичный, стойкий к истиранию шов, который на вид не будет отличаться от заводского. Материал имеет высокую степень адгезии к металлам, совместим с любыми красками, грунтовками и праймерами, стоек к действию УФ-излучения, усадке, провисанию, старению, быстро застывает на воздухе.
Novol Gravit 630
Герметик Novol Gravit 630 – однокомпонентный полиуретановый продукт, применяющийся для уплотнения сварных соединений, спаиваемых мест. Он создает эластичную и очень прочную оболочку, которая со временем не усаживается, не трескается, не сморщивается. Герметик «Новол» обладает хорошей адгезией с металлом, а также с лакированной жестью. Готовый шов можно покрывать акриловыми красками. Средство наносится специальным пистолетом. Единственным его минусом можно назвать низкую устойчивость к действию ультрафиолета.
Reoflex Brush Sealant
Герметик под кисть марки Reoflex предназначен для герметизации любых швов на металле, бетоне, дереве, широко применяется в кузовном ремонте. Он обладает высокими антикоррозионными, звукоизолирующими свойствами, легко наносится, быстро сохнет. После полимеризации герметик образует эластичный шов, внешне приближенный к заводскому.
Bool
Полиуретановый клей-герметик марки Bool выпускается в картриджах под пистолет объемом 310 мл. Он широко используется для укрепления швов между люками, держателями фар, металлическими деталями, сточными желобами. Готовый шов можно красить всеми видами лаков. Средство реализуется в белом, бежевом, черном цветах.
APP PU50
Данный материал является однокомпонентным, выполнен на основе полиуретана. АПП обладает высокой степенью адгезии к грунтованному, окрашенному металлу, нержавеющей стали, стеклу, всем видам пластика, бетону и алюминию. В кузовном ремонте используется для герметизации сварных соединений. Способ нанесения у материала особенный: нужно вначале положить его на шов в виде валика, потом распределить шпателем, кистью.
Типы кузовных герметиков по способу нанесения
Определить, как именно наносится герметик, можно по его текстуре и типу упаковки. Также метод нанесения всегда указывается в инструкции по применению состава.
Распыляемый влагоотверждаемый герметик
Обычно в основе таких средств присутствуют современные полимеры. Составы являются однокомпонентными, содержат большое количество сухих веществ, поэтому быстро застывают на воздухе под действием влажности и формируют очень прочный шов. Распыляемые герметики наносят специальным распылителем-пистолетом. Особенно удобно работать с ними в области днища, моторного отсека, багажника автомобиля.
Герметик с кистевым нанесением
Такие составы делают на основе силикона, нитрорезины, они поступают в продажу в банках по 1 кг или большего объема. Герметиками можно заделать стыковочные и сварные швы, приклеить перемычки, ароматизаторы, поддоны, загерметизировать багажник, колесные ниши. Обычно средства выпускаются в белом, сером, черном цветах. Они наносятся кисточкой, сохнут буквально за 10 минут и сразу могут подвергаться окрашиванию.
Лента-герметик
Нанесение герметика на авто нередко требует большой сноровки, иначе шов не получится идеально ровным. Если уверенности в собственном умении нет, применяется лента, которая очень проста в использовании. Ленточный герметик не надо смазывать клеем – он уже имеет клеевую основу. Гибкость позволяет применять материал в любых местах во время кузовного ремонта. Сразу после приклеивания ленту можно окрашивать – сушки она не требует.
Выдавливаемые герметики
Такие составы реализуются в тубах и картриджах. Чтобы заделать стыки, швы, материал нужно выдавить на соединяемые детали вручную или с помощью пистолета. Шов будет наиболее равномерным при применении пневматического пистолета. Обычно подобные средства используют для герметизации швов капота, внутренних частей дверей, моторного отсека, багажника.
Разновидности
Средства для уплотнения крышек ГБЦ и поддона картера имеют жидкую консистенцию. Основная функция герметика прокладки клапанной крышки – обеспечить полное отсутствие утечки смазки из БЦ двигателя. Чтобы правильно выбрать уплотнительный состав, нужно учитывать, из каких компонентов выполнен герметик для двигателя, и обладает ли вещество достаточной термостойкостью. Качественные препараты для профилактики и ремонта ДВС — это анаэробы и силиконы.
Анаэробный герметик
Основным достоинством использования анаэробного герметика для двигателя является длительная активность компонентов при наличии воздуха и быстрое затвердевание, при отсутствии кислорода. Это позволяет ремонтнику или новичку-автомобилисту скорректировать сопряжение обрабатываемых деталей. Простыми словами, если с первого раза не удалось правильно нанести герметик для ГБЦ, можно не спеша вырoвнять соприкасаемые детали для плотного прижатия. Преимущества анаэробов для клапанных крышек:
- Скорость застывания в воздушном и безвоздушном пространстве.
- Получение равномерной герметизирующей пленки на деталях.
- Обширный диапазон рабочих температур, термоустойчивость.
При использовании анаэробов, нужно нанести средство на одну деталь и с усилием прижать к сопрягаемой поверхности. Если оставить доступ кислорода, герметик прокладки головки блока цилиндров или картерного поддона будет длительное время сохранять жидкую консистенцию.
Важным условием быстрой герметизации является плотное соединение деталей. Обязательно следует наносить анаэробы на чистую сухую поверхность, исключить попадание посторонних примесей. Пользоваться герметиком для поддона двигателя нужно непосредственно перед сборкой.
На видео: Инструкция по использованию анаэробных прокладочных герметиков
Силиконовый герметик
Наибольшую популярность на СТО и у владельцев ТС приобрел герметик для крышки клапанов на силиконовой составляющей, который предотвращает течь масла и обладает хорошими свойствами герметизации. Термостойкому силиконовому герметику для ремонта двигателя свойственны следующие качества:
- Прочно запечатывает щели, с разрывом до 6 мм.
- Устойчив к механическому воздействию.
- Обеспечивает эластичность ремонтного шва.
- Герметик застывает при контакте с влагой.
- Адаптирован к давлению форсированных двигателей.
Подразумевается, что при использовании герметика масляной системы, полимеризуется при воздействии атмосферной влаги. Силиконовые составы обладают продолжительным сроком службы, рекомендованы опытным мастерам и владельцам транспортных средств. Силиконы можно использовать для герметизации масляной системы — моторное масло не будет течь из отсеков движка.
Ремонтный
Несмотря на наличие в продаже синтетических герметиков, применять их для прокладки ГБЦ не рекомендуется. Такие вещества больше подходят для бытового использования. Ремонтные герметики двигателя – это группа средств, которые можно заливать в масляную систему ДВС или систему охлаждения мотора (стоп-течь). Средство «работает» при утечках смазки ДВС, если невозможно определить причину и характер проблемы.
Ремонтные герметики – временная мера для устранения аварийных неисправностей, чтобы владелец мог эксплуатировать двигатель до проведения полной диагностики и восстановления движка. Моторный герметик позволяет оперативно решить проблему с течью в системе охлаждения – жидкость нужно заливать в соответствующий отсек двигателя.
Если для восстановления работы ДВС требуется выполнить расточку цилиндров для последующей гильзовки блока, перед посадкой гильз применяют термостойкие герметики специального назначения. Нанесение металлогерметика помогает правильно зафиксировать ремонтные гильзы и обеспечить их надежную и посадку в блоке цилиндров без люфтов и с соблюдением технологических зазоров.
Какому средству отдать предпочтение
Практика показывает, что наилучшее соотношение цены и качества дают полиуретановые и каучуковые составы: их свойства не слишком зависят от бренда и почти всегда на высоте. Хуже всего показывают себя дешевые силиконовые герметики – они быстро теряют свои свойства, пропускают к зоне шва влагу и загрязнения. К выбору акриловых составов также следует подходить осторожно. Так, хорошие акриловые герметики способны бесперебойно работать долгие годы, а некачественный продукт почти сразу теряет работоспособность.
Как открывать герметик
Продаются герметики в тубах. Чтобы легко его использовать, упаковку нужно правильно открыть. Для этого кончик тубы срезается под углом. На него надевается колпачок, который идет в комплекте. Уже подготовленная туба заправляется в строительный пистолет и фиксируется.
Если все произвести аккуратно и в правильной последовательности, пользоваться силиконовым герметиком будет легко. Для начала заполнения шва, нужно вставить кончик тубы глубже в трещину и умеренным равномерным надавливанием проводить вдоль стыка.
Как наносить герметик
Прежде чем приступать к нанесению состава, поверхность важно качественно очистить, удалив всю пыль, грязь, жирные пятна и другие загрязнения. Для улучшения показателя адгезии специалисты рекомендуют зачищать поверхность с помощью красного скотч-брайта. Если есть необходимость, после очистки наносится один или два слоя грунтовки. Кроме того, поверхность машины обязательно обезжиривают антисиликоновой смесью.
Для плавного и равномерного нанесения рекомендуют устанавливать редуктор на пистолет, с помощью которого наносится автомобильный клей. Все излишки состава убирают с помощью резинового шпателя и сравнивают пальцем. Во избежание прилипания герметика используют антисиликон, благодаря которому состав меньше тянется.
Если смесь будет наноситься кисточкой, и состав необходимо разбавить до нужной вязкости, можно использовать обезжириватель антисиликон, который подходит для шовных полиуретановых герметиков.
Технология нанесения
Использование герметика для кузовного шва автомобиля содержит некоторые моменты. Чтобы нанесение было качественным, надо придерживаться определенных факторов:
- Подготовить нужный материал и инструмент: герметик, пистолет (если объем смеси велик, имеет определенный вид), окрасочная полоса (лента), шпатель фигурной формы, распылитель, обезжириватель.
- Подготовить плоскость для нанесения: если на этом месте уже использовался какой-то материал, то требуется его удаление, снять грязь и высушить ремонтируемую поверхность автомобиля. Не следует для очищения использовать наждачку, так как она повредит поверхность.
- Если требуется, то поверхность прогрунтовать двухкомпонентными составами.
- Производится обезжиривание.
- Туб вставить в пистолет либо освободить от защиты и надеть наконечник.
- Нанесение произвести с одинаковой скоростью, для равномерного распределения.
- Лишнюю смесь убрать шпателем.
Если нанесение на автомобиль будет производиться кистью, то растворить смесь, для наилучшей вязкости, антисиликоном.
Советуем посмотреть технологию нанесения герметика:
Если на применяемую смесь можно наносить красящие вещества, то надо дождаться полного высыхания (время полного просыхания указан на упаковке – обычно до 12 часов), и сразу покрывается эмалью, без предварительной обработки.
Если наложение шва произошло неровно, появилась кривизна, выпуклости, то следует убрать смесь и произвести повторное нанесение.
Чем удалить герметик для кузова
Если же по каким-либо причинам на ранних стадиях герметик удалить не удалось, то существует ряд средств, с помощью которых это можно сделать позже. Среди них:
- Разогреть феном. Размягченный состав впоследствии можно без проблем удалить при помощи подручных инструментов — ножа, отвертки и так далее.
- Обезжириватели кузова или очистители битума. Их существует большое разнообразие, поэтому нельзя точно сказать поможет или нет то или иное средство в конкретной ситуации.
- Уайт-спирит, сольвент. По лакокрасочному покрытию эти составы использовать нежелательно, однако по необработанному металлу можно. Это достаточно мощные средства, способные размягчить застывший герметик. Далее его можно удалить при помощи ветоши или ножа.
- «Растворитель 646», чистый ацетон. Это еще более мощные средства, они способны без труда справиться с большинством выпускаемых силиконов и герметиков.
В случае, если в процессе нанесения часть герметика попало на место, где его быть не должно — необходимо как можно быстрее избавиться от него просто с помощью ветоши или салфетки, пока состав не засох. Чем раньше это сделать — тем проще его удалить!
Сколько времени сохнет герметик
То, сколько сохнет автомобильный герметик, во многом зависит от состава, который применяется для вклеивания стекла. Если стеклопакет устанавливается самостоятельно, важно ознакомиться с инструкцией производителя, приведенной на упаковке, а если лобовое стекло вклеил специалист, нужно следовать его рекомендациям, он скажет, сколько будет сохнуть клей.
Чаще всего автомобильный клей-герметик сохнет около полутора-трех часов, через 24 часа герметик высохнет, а полная полимеризация наступает только спустя трое суток. Хотя ехать на машине можно через несколько часов, однако передвигаться важно крайне осторожно и аккуратно. Через сутки после вклеивания разрешается ездить в привычном режиме, однако не помешает быть осторожным на протяжении трех суток после замены стекольного пакета.
При самостоятельном вклеивании стекла важно иметь в виду, сколько сохнет используемый праймер. Время высыхания будет приведено на упаковке. Если поспешить и вставить стеклопакет чересчур рано, или наоборот пересушить праймер, то определенные участки стекла приклеятся некачественно.
Время высыхания зимой и летом
Для точного определения того, сколько сохнет герметик, важно учитывать период года, в который используется данный состав. В зимний период времени процедура вклеивания стекла выполняется только в закрытом гараже, а в летний период можно заменять автомобильное стекло даже на улице.
Принимая во внимание разницу влажности воздуха и температуру, летом герметик сохнет минимум полтора часа, а в зимнее время – от двух с половиной до трех часов. В это время категорически запрещено перемещать авто, открывать двери или окна машины. Любое, даже малейшее движение автомобиля может привести к колебаниям стекла, вследствие чего герметичность нарушится.
Проверка качества вклеивания
Прежде чем забирать машину из автомастерской, рекомендуется проверить, насколько качественно выполнена работа. А при замене своими руками стеклопакета важно прочитать в инструкции, сколько сохнет герметик после вклеивания. Чтобы не испортить работу, нельзя начинать проверку качества вклеивания, прежде чем герметик схватится.
Для проверки прочности необходимо надавить на стекло с внутренней стороны и послушать звук.
Независимо от того, какое количество времени сохнет автомобильный герметик, приступать к проверке герметичности важно только спустя три дня, чтобы клей успел кристаллизоваться. Также герметичность можно проверить, помыв машину на автомойке, где используют моющие аппараты высокого давления. При качественном вклеивании, после мойки через шов вода не будет протекать. А если протечки присутствуют через шовный герметик, и вклеивание выполняли специалисты автомастерской, им придется исправлять свою работу.
Сколько сохнет герметик для стекла летом и зимой
Чтобы точнее определить, сколько времени сохнет вклеенное лобовое стекло, нужно учесть и время года. Вообще, технология замены в зимнее и летнее время одинакова, однако зимой можно выполнять процедуру только в закрытом помещении, в то время как летом допустима замена на открытом воздухе.
Если учитывать разницу влажности воздуха, то в летнее время герметик застывает в среднем за 1,5 часа, а зимой — за 2,5–3 часа. В течение этого времени запрещается открывать двери, окна автомобиля и перемещать его. Любое движение может дать колебание на стекло, в результате чего будет нарушена герметичность.
Как проверить стекло
Перед тем как забрать авто из мастерской, вы можете сами проверить качество выполненных работ. А если вы заменяли стеклопакет самостоятельно, для начала уточните в инструкции, сколько времени должно сохнуть лобовое стекло после вклейки выбранным клеем. Если начать проверку до высыхания, можно испортить работу.
Чтобы проверить стекло на прочность, надавите на него изнутри и прислушайтесь: не должно быть никакого треска.
Вне зависимости от того, сколько сохнет клей для лобового стекла, проверку на герметичность рекомендуется выполнять только спустя трое суток, когда клеящий состав уже кристаллизовался. Для точности результата лучше всего помыть авто на профессиональной мойке с использованием аппаратов высокого давления. После мойки тщательно проверьте шов на наличие протеканий. Если они имеются, и замена проводилась в мастерской, работа будет исправлена по гарантии.
Правила эксплуатации автомобиля после замены лобового стекла
Несмотря на то, что уже спустя 1,5–3 часа после замены стеклопакета можно садиться за руль автомобиля, не рекомендуется сразу возвращаться к привычному стилю езды. Первые несколько дней следует соблюдать повышенную осторожность. Для этого следуйте простым правилам в течение первых трех суток:
- По возможности объезжайте ямки на дороге, не наезжайте на бордюры.
- Не паркуйтесь на неровных поверхностях — машина не должна долго стоять под наклоном, так как герметик еще не полностью закрепился.
- Первые сутки избегайте попадать под дождь и снег, а мыть авто лучше только спустя трое суток. В некоторых случаях разрешается мойка на следующий день, но это лучше уточнять в мастерской, где проводилась замена.
- Не слишком хлопайте дверями.
- Не злоупотребляйте печкой и кондиционером.
- Не разгоняйтесь свыше 70 км/ч.
Если не соблюдать осторожность, может нарушиться герметичность вклейки. Кроме того, специалисты рекомендуют заменить дворники, так как на старых обычно остаются частицы песка, которые могут поцарапать новый стеклопакет и значительно сократить его срок службы.
Источники
- https://elsvarkin.ru/materialy/germetik/
- https://mirsmazok.ru/germetik/chem-zagermetizirovat-svarnye-i-konstruktsionnye-shvy-avtomobilya/
- https://VseProKley.ru/avto/shovnyj-germetik-dlya-avto
- https://kraska.guru/germetiki/avto/shovnyj.html
- https://chistayrabota.ru/kak-dolgo-sohnet-germetik-avtomobilnyj/
- https://GidPoKraske.ru/germet/rabota-s-ger/kak-polzovatsya-germetikom.html
- https://www.bitstop.ru/steklopediya/skolko-sokhnet-lobovoe-steklo-posle-zameny/
Рекомендации по герметизации клапанных крышек
Довольно часто можно встретить и негативные отзывы касательно тех или иных герметиков. Причём недовольные автомобилисты обычно жалуются на то, что герметик не помог, детали должным образом не соединились, и якобы всё это обман и выкачка денег из потребителей.
На практике же оказывается, что в большинстве случаев, когда человек покупает качественный герметик с целью установить клапанную крышку, но результат его не устраивает, причина кроется в неправильном использовании состава. Хотя тут ещё нельзя исключать вариант с покупкой подделки.
Чтобы у вас не возникало подобных неприятностей, стоит изучить простую, но важную инструкцию по использованию. Первым делом прочитайте руководство по применению для конкретного герметика. Обычно соответствующая информация наносится на заднюю часть упаковки. Но есть несколько общих рекомендаций, от соблюдения которых во многом зависит результат монтажа клапанной крышки двигателя или же поддона картера.
- Подавляющее большинство герметиков вулканизируются лишь спустя 3-5 часов. И это минимальный срок для полного застывания. Более точные данные указываются производителем в инструкции. Но будет правильнее, если указанный срок вы ещё увеличите на 20-30%.
- После нанесения средства и установки деталей нельзя эксплуатировать машину и даже запускать мотор. В противном случае ещё не полностью застывший герметик потеряет свой свойства и не сможет выполнить поставленную перед ним задачу.
- Перед нанесением поверхности в обязательном порядке очищаются от всех загрязнений, обезжириваются и вытираются насухо. В качестве обезжиривателя подойдут самые простые растворители. Но в их число не входит Уайт Спирит. Зачистку стоит проводить металлическими щётками или наждачкой. Только тут старайтесь не переусердствовать и не прикладывать чрезмерные усилия.
- При установке клапанной крышки, когда герметик уже нанесён, используйте динамометрический ключ и действуйте в том порядке затяжки болтов, который указан в руководстве по эксплуатации. Сначала делается предварительная затяжка, и только потом полная.
- Не используйте чрезмерно большое количество герметизирующего состава. Ошибочно считать, что чем больше вы нанесёте жидкости, тем качественнее окажется соединение. Избыточное количество может оказаться в самом двигателе и навредить ему. Если герметика будет мало, он не сможет полностью схватить все поверхности и качественно соединить детали.
- Если герметик используется в сочетании с прокладкой, нельзя покрывать жидкостью весь уплотнитель.
- Сначала герметик наносится в пазы крышки. Затем нужно выждать около 5-10 минут. Только после проведённых манипуляций можно укладывать саму прокладку. Эта последовательность удобнее, эффективнее и надёжнее.
- Если используется неоригинальная прокладка для вашей клапанной крышки, использование герметика считается хоть и не обязательным, но крайне желательным. Обусловлено это возможным отличием неоригинальной детали от оригинала иными размерами и формой. Если допустить даже незначительное отклонение, что характерно для неоригинальных прокладок, разгерметизация проявится с высокой долей вероятности. Дополнительное использование герметика позволяет исключить подобное явление.
Каждый автомобилист должен сам решать, стоит ему использовать герметик или нет. Когда речь идёт о неоригинальных прокладках и уплотнителях, из-под которых началась течь, герметик может существенно выручить в такой ситуации.
На важно понимать, что при полном износе прокладки заменить её полностью только одним герметиком вряд ли получится. Даже опытные специалисты рекомендуют закладывать хотя бы небольшое количество герметизирующего качественного средства в процессе замены прокладок двигателя
И если в случае с оригинальными уплотнителями это делается по желанию, при использовании неоригинальных деталей без герметика лучше не проводить такие процедуры.
При выборе конкретного средства отталкивайтесь от его эксплуатационных характеристик и возможностей. Тут вам частично поможет актуальный рейтинг.
Обучение LIQUI MOLY
Кузовной-герметик (серый) Liquimate 8300 Nahtabdichtung grau
Однокомпонентный клей-герметик на основе ms-полимера. Высокопрочный. Применяется для защиты сварочных швов и стыков на кузовах автомобилей. Обладает хорошей адгезией, химической стойкостью к воде, кислотам, щелочам, нефтепродуктам и большинству растворителей. Допускает окрашивание после образования поверхностной пленки, может наноситься при помощи распыления сжатым воздухом, образуя покрытие со свойствами эластичного антигравия.
Автомобильные облицовки из ткани и кожи. тоже фиксируются при помощи специального клея. Удобной упаковкой в данном случае является аэрозоль с регулируемым клапаном распыления. Распыление можно вести горизонтальным или вертикальным факелами, что существенно снижает расход клеевого состава и позволяет более точно наносить клей на склеиваемые поверхности.
Клей для автомобильных облицовок KarosserieKlebespray
Клей для автомобильных облицовок. Аэрозольный клей на основе бутадиен-стирольного каучука (SBR). Используется в качестве контактного клея (склеивающего при надавливании), обладает невероятной быстротой и высокой прочностью склеивания. Используется для склеивания различных материалов: резины, натуральной и искусственной кожи, войлока и картона друг с другом или с резиной, а также с чистыми, матовыми, окрашенными или анодированными металлами. Используется для отделки салона, в частности, дверных карт. Клеевой спрей для кузова автомобиля также применяется для приклеивания полиэтиленовой пленки к поверхности дверей транспортного средства. Для достижения оптимального склеивания необходимо тщательно очистить поверхность, на которую будет наноситься клей, от пыли, масла и жира. Поворотный распылитель позволяет менять факел распыления с горизонтального на вертикальный.
Герметик для сварных швов от компании ООО Виброзащита
Герметики для сварных швов
ООО «ВИБРОЗАЩИТА» предлагает герметики для швов металла, которые устраняют пористость в сварных швах и отливках из различных металлов и сплавов. Эти вещества сохраняют эластичность в течение долгого времени и обладают минимальной усадкой.
Зачем шву герметик?
Сварка помогает создавать неразъемные соединения металла, но у нее существует один существенный недостаток: из-за особенностей процесса сварные швы достаточно уязвимы. Как повысить прочность соединения? Провести его герметизацию.
Химики-технологи разработали специализированный продукт — шовный герметик металла, позволяющий легко справляться со сложностями, которые имеются у сварных металлических конструкций. Правильно нанесенное вещество создает плотный эластичный шов, помогающий провести гидроизоляцию пористых металлических участков. При этом его малая вязкость делает продукт идеальным для применения.
Выбор подходящего для вас типа герметизирующего продукта во многом зависит от типа изделия, для которого он применяется и условий окружающей среды. К примеру, «Фиксатор № 1» используется для пропитки открытых микропор и микротрещин до 0,07 мм и может применяться при температурах от -60 до +200 С, а масло- и бензостойкий «Трибопласт 7», применяемый для высокопрочной фиксации плотных цилиндрических соединений, шпилек и собранных обойм подшипников, отверждается в зазорах не более 0,1 мм.
Как это работает? Чтобы правильно нанести вещество для герметизации, нужно вначале дождаться, когда поверхность, подвергшаяся сварке, остынет. После чего ее нужно очистить, высушить и обезжирить, а уже потом нанести на нее герметик, не забывая тщательно промазать все стыки шва. В конце работы все излишки вещества можно удалить с помощью обычной ветоши.
Где купить
В интернет-магазине ООО «Виброзащита», занимающегося производством и продажей клеев-герметиков востребованных торговых марок, вы можете приобрести анаэробные составы «Фиксатор», «Трибопласт» и «Антипор», предназначенные для устранения пористости, которые будут стойки во всех видах технологических жидкостей и газах.
Хотите герметик сварных швов купить? Оформляйте заказ в нашем интернет-магазине или обращайтесь за коммерческим предложением к менеджерам по телефонам, указанным на сайте.
критерии выбора герметика и технология его нанесения
Герметик для сварных швов в автомобиле применяется с целью защитить стыковочные места от ржавчины и иных негативных факторов, появляющихся при эксплуатации детали. Средства различаются по составным компонентам и методу нанесения. Подробно об особенностях обработки сварочных зон будет рассказано далее.
Назначение герметиков для швов
Сварные швы требуют дополнительной защиты, чтобы металлоконструкция держалась дольше, и не происходило негативных процессов на материале, например, не появлялась коррозия. Назначения герметиков следующие:
- Гидроизолирующий слой для швов либо основания;
- Закрытие щелей, зазоров;
- Ремонтные работы с плоскостями с изъянами и трещинами.
Средства различаются по уровню усадки, следующей после отверждения. Обработав составом металл, можно не бояться, что вибрационные действия окажут влияние на целостность шва, слой может растягиваться и изгибаться. Используется средства для трубопроводов, систем отопления, в деталях различных аппаратов и для других предметов, в зависимости от выбранного вида.
При сварке швеллеров, применяют качественные электроды. При этом следует выполнять чертежи согласно ЕСКД, после также иногда применяют дополнительную обработку швов.
Сварные швы требуют дополнительной защиты, чтобы металлоконструкция держалась дольше.
Критерии выбора шовного герметика
Для авто создаются разнообразные типы герметиков: для кузова, мест соединения труб, люков. Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки. Самыми эффективными считаются профессиональные типы, которые реализуются в больших объемах, и их целесообразно брать для автомастерских, когда ведется много подобной работы.
Для самостоятельной разовой обработки сварочных швов целесообразно приобретать небольшие тубы по 40-200 грамм. Если берется подобный тип, то желательно оставлять выбор на тубе из алюминия, тара позволяет сохранить технические характеристик без изменения весь срок годности.
Вариант в пластике дешевле, тогда использовать следует герметик, если его срок годности длится еще не меньше полугода.
Есть варианты герметиков в продаже, с предусмотренным наконечником, которым заполнить сварочные швы и углы можно удобно. Кузовной герметик в картриджах можно применять лишь с помощью специального пистолета.
Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки.
Виды шовных герметиков
Герметизация участков должна осуществляться качественным и предназначенным для выбранной области составом. Поэтому выбор герметика должен делаться правильно, чтобы покрытие было надежным, следует разбираться в различиях популярных типов составов.
Герметизация участков должна осуществляться качественным и предназначенным для выбранной области составом.
Силиконовые
Их относят к хорошему варианту для домашнего использования, из-за удобства их нанесения. Являются быстросохнущими, обрабатывают швы для сварки прочно и на долгий период создают защиту.
Силиконовый слой абсолютно не пропускает воду, выдерживает смену температурных показателей. Если влажность воздуха повышенная, то отверждение пройдет за 10-15 минут.
Их относят к хорошему варианту для домашнего использования, из-за удобства их нанесения.
Акриловые
Растворы на основе акрила отличаются высоким уровнем адгезии, однако вибрационное воздействие может привести к нарушению целостности, так как эластичное свойство является среднем по уровню.
Поэтому оптимально их использовать для пористого основания, стабильных узлов и шовных зон. Покраска слоя допустима.
Растворы на основе акрила отличаются высоким уровнем адгезии, однако вибрационное воздействие может привести к нарушению целостности.
Полиуретановые
В название данного типа вложен основной компонент состава, полиуретан. Считается одним из востребованных видов, в продаже представлено много подобных вариантов. Есть формы, которые напыляются, для распределения кистью, в виде пасты. Отмечают следующие особенности:
- Простота использования;
- Не растекаются, даже если наносят на вертикальную основу;
- Высокая степень гибкого, эластичного, термоустойчивого, влагоустойчивого свойства;
- Способны выдержать повышенные механические нагрузки.
Высокая степень гибкого, эластичного, термоустойчивого, влагоустойчивого свойства.
Битумные
Внешне представляют собой пасту темного оттенка. Создаются с добавлением битума, модифицирующих веществ и наполнителей для увеличения быстроты сцепляемости. Выделяются не обязательностью тщательной подготовки основания, применимы для любых оснований. Выдерживают повышенную влажность и действие воды.
Выделяются не обязательностью тщательной подготовки основания, применимы для любых оснований.
Герметики для швов кузова по методу нанесения
На упаковке любого герметика есть обозначение того, как его нужно будет наносить. Также это можно понять по его таре, обычно внешняя форма показывает примерную процедуру распределения раствора.
На упаковке любого герметика есть обозначение того, как его нужно будет наносить.
Распыляемые герметики
Стандартно в подобных типах включены полимерные вещества. Относятся к однокомпонентным средствам, в составе используют много сухих элементов, за счет этого происходит быстрое затвердение слоя от влажности и соединение отличается высокой прочностью.
Обрабатывать поверхность нужно с помощью специальных пистолетов, это способствует комфортному распределению в районе днища, моторной части, багажника авто.
Происходит быстрое затвердение слоя от влажности и соединение отличается высокой прочностью.
Наносимые кистью
В основе подобных средств может лежать нитрорезиновый либо силиконовый компонент, реализуются состав в банках от 1 кг. Веществом можно покрыть швы, которые варили в области багажника, колесных ниш, ароматизаторов, приклеенные перемычки, поддоны.
Стандартно они бывают белого либо черного оттенка, просушка длиться около 10 минут. После этого допускается нанести лакокрасочный материал, чтобы получить необходимый тон.
Веществом можно покрыть швы, которые варили в области багажника, колесных ниш, ароматизаторов, приклеенные перемычки, поддоны.
Лента-герметик
Автомобильные детали закрывать герметизировать необходимо ровным слоем, но не всегда в силу отсутствия практики новички могут это сделать легко. Тогда можно выбрать для упрощения процесса ленточный герметик.
Лента на одной стороне имеет клеевую основу, ее можно приклеить к любой зоне из-за гибкости, покраска возможно сразу после поклейки, просушка в данном случае не требуется.
Лента на одной стороне имеет клеевую основу, ее можно приклеить к любой зоне из-за гибкости.
Выдавливаемые герметики
Подобные средства упаковываются в тубы, из которых их выдавливают на шов. Есть варианты, которые можно распределить вручную, другие можно выдавить лишь с помощью специального инструмента.
Пистолет позволяет проводить нанесение наиболее удобно и сделать ровный слой с помощью него проще. Стандартно их выбирают, чтобы закрыть шовные участки на капоте, дверях, в багажнике, моторном отсеке.
Пистолет позволяет проводить нанесение наиболее удобно и сделать ровный слой с помощью него проще.
Как выбирать шовный герметик
Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии. Выбирая средства, следует обратить внимание на наличие следующих свойств:
- Долгий срок службы;
- Эластичность слоя, детали в авто обычно подвергаются вибрационному воздействию, поэтому слой должен эластично растягиваться, чтобы не изменить свою структуру;
- Высокий уровень сцепляемости, чтобы сцепление с основанием было надежным и прочным;
- Устойчивость к пагубным факторам окружающей среды;
- Допустимость окрашивания слоя.
Средства, созданные согласно ГОСТ отличаются хорошим качеством.
Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии.
Технология нанесения герметика
Использование герметика для автомобиля выделяется определёнными требованиями. Необходимо знать нижеописанные правила работы:
- Сначала основание требуется зачистить от всех типов загрязнений, в том числе удаляется ржавчина, обезжиривают основание;
- Чтобы увеличить степень сцепляемости, проводится зачистка красным скотч брайтом;
- Наносится грунтовочный раствор для металлических поверхностей, когда подобный этап указан в инструкции к герметику;
- Подготовить состав, туба ставится в пистолет, лента открывается, либо готовится кисточка или шпатель для нанесения средства;
- Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Лишняя часть слоя убирается с помощью шпателя либо просто пальцем в перчатке сразу же. Если слой отличается излишней липкостью, то сбрызгивание водой уменьшит проблему. Покраска слоя может проводиться через указанное на упаковке время.
Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Популярные продукты
Чтобы получить желаемый результат необходимо выбрать качественный продукт. Облегчает выбор знание востребованных марок контактных средств для металла:
- Merbenit XS55 подходит для кузовного ремонта, а также для вентиляционных и других климатических устройств. Не содержит опасных веществ в составе, устойчив ко многим внешним воздействиям, легко покрывает даже мелкие зазоры;
Не содержит опасных веществ в составе, устойчив ко многим внешним воздействиям.
- BODY 999 относится к самому популярному средству в автомагазинах, удобен в использовании, в основе полиуретан, но не подходит для обработки зон, на которые будут попадать солнечные лучи;
Относится к самому популярному средству в автомагазинах, удобен в использовании.
- 3M 08537, универсальное полиуретановое средство, наносится на поверхность кисточкой;
Универсальное полиуретановое средство, наносится на поверхность кисточкой.
- Terostat 9320 также универсальный типа 4в1, защищает от большинства негативных влияний оказываемых на детали в авто, быстросохнущий слой;
Защищает от большинства негативных влияний, оказываемых на детали в авто.
- Novol Gravit 630 подходит для различных металлов, в том числе нержавейки, для нанесения требуется пистолет, низкий уровень стойкости к ультрафиолетовому излучению;
Подходит для различных металлов, в том числе нержавейки.
- Reoflex Brush Sealant кистевой тип герметика, подходит для металлических, деревянных, бетонных оснований;
Кистевой тип герметика, подходит для металлических, деревянных, бетонных оснований.
- Bool выпускается в картридже, который устанавливается в пистолет, есть в белом, бежевом, черном цвете;
Выпускается в картридже, который устанавливается в пистолет.
- APP PU50 подходит для различных материалов, применяется для герметизации сварных элементов в кузове.
Подходит для различных материалов.
Термическая обработка сварных соединений
Сварка подразумевает высокотемпературное воздействие на металл, которое ведет к нарушению его структуры, материал становится тоньше, поэтому после сварки требуется дополнительно укрепить его защитными средствами. В данном случае могут прибегать к термической обработке сварных соединений. Вариант схемы воздействия зависит от типа металла, и условий работы.
После сварки требуется дополнительно укрепить его защитными средствами.
Герметики для авто бывают разнообразные, это дает возможность подобрать себе удобный тип для использования. При выборе средства учитывают область нанесения и тип металлического основания.
Видео: Как наносится герметик на сварочные швы
Полиуретановый герметик PU 40 — силикон, клей для кровельных швов
Полиуретановый герметик PU 40 — шовный кровельный клей
PU 40 — однокомпонентный полиуретановый герметик, затвердевающий под воздействием влажности окружающей среды. Обладает отличной адгезией к металлическому листу, алюминию, нержавеющей стали, свинцу, меди, керамике, стеклу, различным пластмассам. Устойчив к истиранию и окрашивается.
использование:
Контактная поверхность должна быть сухой, чистой и свободной от пыли, масла и жира.
Для получения ровного шва и исключения загрязнения окружающей зоны следует использовать малярный скотч, который следует удалить сразу после окончания обработки шва. В случае глубоких зазоров используйте расширительный шнур. Нанесенный герметик следует сразу же разгладить влажным шпателем или пальцем. Наносить с помощью ручного или пневматического пистолета для герметика. Рекомендуется пробная версия.
Полиуретановый герметик 40 9000 3
Качественный полиуретановый герметик ПУ 40 — продукт, который отлично подходит для различных кровельных работ.С его помощью можно обеспечить надлежащую герметичность между укладываемыми плитками и их отличное крепление. Его можно использовать на поверхности отдельных элементов различных вентиляционных каналов и в желобах, обеспечивая хороший отвод дождевых осадков и поддерживая тепловой комфорт в помещении.
Почему выбирают полиуретановый клей-герметик ПУ 40?
Предлагаемый нами полиуретановый силикон используется как в качестве герметика, так и в качестве очень прочного клея.Этот многофункциональный продукт помогает укрепить пол даже в зонах, подверженных значительным нагрузкам. Это превосходный полиуретановый герметик для швов, который помогает компенсировать смещение, вызванное химическим воздействием свежеуложенных полов. Незаменим в усилении механической прочности. Он отлично работает в узких зазорах, а функциональная упаковка позволяет точно отмерить необходимое количество. Полиуретановые герметики также незаменимы в автомобильной и строительной отраслях.Их легко адаптировать к форме прорези. Стоит отметить, что с точки зрения расширения ПУ 40 дополнительно помогает противодействовать термической усадке свежеуложенных полов, обеспечивая им лучшую устойчивость к колебаниям температуры.
.
Loctite MR 5972 — 200 г герметика 300 ° C
Описание продукта:
LOCTITE 5972 — однокомпонентная, медленно сохнущая, липкая паста. Он податливый и гибкий и используется для уплотнения фланцев, резьбовых соединений и фитингов. Его можно эффективно использовать на поверхностях из пробки, бумаги, пластика и металла. Устойчив к маслам, смазкам, топливу и химикатам. LOCTITE 5972 используется вместо / или в дополнение к неподвижным прокладкам во фланцевых соединениях, резьбовых соединениях.Он используется в системах отопления в авиационной промышленности, в коллекторах, соединениях труб, паровых установках, корпусах редукторов, крышках, закрывающих крышках и гибких соединениях трубопроводов. Дополнительную информацию о продукте можно получить в местном техническом отделе: [email protected]
Инструкции по нанесению:
1. Очистите и высушите все поверхности. Используйте LOCTITE SF 7063.
2. Нанесите LOCTITE 5972 на обе поверхности и распределите шпателем или шпателем.
3. Время закрепления от 3 до 5 часов.
4. Немедленно подключите детали, пока продукт влажный. Закрепите или затяните с предписанным моментом затяжки.
5. После отверждения продукта повторная затяжка больше не требуется.
Хранение:
Если иное не указано на этикетке продукта, идеальный способ хранения — оставить его в закрытых контейнерах в прохладном и сухом месте при температуре от 8 ° C до 28 ° C.
Оптимальная температура хранения находится в нижней половине этого диапазона.
Не следует класть остатки материала обратно в исходную тару, так как это может привести к загрязнению продукта.
Параметры:
- Стойкость к бензину, маслам, хладагентам
- Рабочая температура: от -45 ° C до +315 ° C
- Выдерживает давление до 34 МПа
- Цвет: черная паста
- Вес специфический: 1,1
- Вязкость: консистенция аналогична моторному маслу SAE 60
Полную техническую информацию см. в техническом паспорте продукта.
.
Набор для холодной сварки PRO SEAL, 2 x 28 грамм
Набор для холодной сварки PRO SEAL, 2 x 28 грамм — Inter Cars Store
К сожалению, для правильной работы веб-сайта необходимо включить JavaScript в настройках вашего браузера.
Увеличение
Фотографии защищены авторским правом.Копирование их без согласия сайта запрещено.
Характеристики продукта
| Производитель | PRO-SEAL |
| Индекс | PRO 10-010 2X28G |
| Тип клея | Эпоксидные смолы |
| Вес [кг] | 0,028 |
| Кол-во штук | 2 |
О товаре нет отзывов
PLN 40,10 Цена за 1 штуку
Курьерская доставка DHL 12,30 злотых 1-2 рабочих дня
Доставка курьером DPD 11,30 злотых 1-3 рабочих дня
Самовывоз в пункте самовывоза 0,00 злотых 2 часа-2 рабочих дня
Характеристики продукта
| Производитель | PRO-SEAL |
| Указатель | PRO 10-010 2X28G |
| Тип клея | Эпоксидные смолы |
| Вес [кг] | 0,028 |
| Кол-во штук | 2 |
Вы просматриваете этот сайт на своем телефоне или планшете? открыть версию для мобильных устройств
Мы хотим, чтобы вам было комфортно пользоваться нашим сайтом. Для этого мы стараемся адаптировать контент, доступный на нашем веб-сайте, в соответствии с вашими предпочтениями. Это возможно благодаря хранению файлов cookie в вашем браузере и обработке компанией Inter Cars S.A., расположенной в Варшаве, ул. Powsińska 64, 02-903 Warszawa и ее доверенных партнеров — персональные данные для аналитических, статистических и маркетинговых целей. Продолжая использовать наш веб-сайт без изменения настроек конфиденциальности, вы даете согласие на хранение файлов cookie в вашем браузере.Помните, что вы всегда можете изменить настройки файлов cookie, получить дополнительную информацию о правилах обработки ваших личных данных и ваших правах в нашей Политике конфиденциальности.
× .
AUTO WELD-холодная сварка JB Weld склеивает все твердые поверхности, в том числе: чугун, сталь, дерево, керамику и пластмассы, что дает нам действительно широкий спектр возможных применений. | KWIK-холодная сварка Линия для быстрого высыхания клея.Фиксирует, заполняет и связывает все твердые поверхности: чугун, сталь, алюминий, все виды дерева, керамику и пластик. Его можно просверливать, шлифовать, нарезать резьбой и обрабатывать с полной гарантией отсутствия усадки. Простота использования — форма до 4 минут. Выдерживает температуру до 150 ° С. Срок годности в тубе 20 лет. | STIKWELD Склеивает, фиксирует, герметизирует влажные и сухие поверхности. Отверждается в сухих условиях и в условиях повышенной влажности.Идеально подходит для экстренных случаев и быстрого ремонта. | PERM-O-SEAL — герметик радиатора Надежно ремонтирует протекающие головки двигателя, радиаторы, водяные насосы и шланги системы охлаждения легковых автомобилей, грузовиков, автобусов и тракторов. | MIRROR BOND — клей для внутренних зеркал Специальная затирка для крепления внутреннего зеркала заднего вида к лобовому стеклу.Благодаря использованию специальной формулы, скрытой в двух компонентах зеркальной сварки, создается сварной шов, на который не повлияют ультрафиолетовые лучи, вибрации или удары | СИЛИКОН ПРОФ. 380º КРАСНЫЙ Это высокотемпературный герметик, устойчивый к очень длительному воздействию высоких + 260 ° C и низких -65 ° C температур, за более короткий промежуток времени выдерживает температуру до + 380 ° C. Это гибкий, быстросохнущий герметик, который, реагируя с атмосферной влагой, образует прочный, безусадочный, устойчивый к УФ-излучению заполнитель. | СИЛИКОН ПРОФ. 380º ЧЕРНЫЙ Это высокотемпературный герметик, устойчивый к очень длительному воздействию высоких + 260 ° C и низких -65 ° C температур, за более короткий промежуток времени выдерживает температуру до + 380 ° C. Это гибкий, быстросохнущий герметик, который, реагируя с атмосферной влагой, образует прочный, безусадочный, устойчивый к УФ-излучению заполнитель.Прекрасно герметизирует и склеивает большинство поверхностей. | CLEANER обезжириватель Концентрат для очистки и обезжиривания: нетоксичный, биоразлагаемый, негорючий, не меняющий цвет, реальный заменитель опасных чистящих средств и концентрированных растворителей. Для промышленного и домашнего использования. CX-80 Cleaner — концентрированное средство на водной основе, которое очищает и обезжиривает все моющиеся поверхности, экономно удаляет масла, жиры, жиры и сажу. |
.
Автоклиматизация Цена: 66,00 PLN — 100,00 PLN — Coolmarket
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме необходимых для его работы).Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин. Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговую деятельность.
.
BLUE DEVIL HEAD GASKET SEALANT POUR-N-GO герметик для быстрой утечки для продувки под прокладками головки, трещин, погнутых головок, треснувших блоков цилиндров, нагревателей, посредников и охладителей (PK-005)
Blue Devil Head Gasket Sealant Pour — N-Go предназначен для герметизации протечек под головкой — американский герметик для систем охлаждения автомобильных двигателей.
В отличие от имеющихся в продаже продуктов, Blue Devil может заделывать небольшие трещины в литых деталях двигателя без необходимости разборки и сварки.Может решить проблему продувок под прокладкой головки.
Особенно рекомендуются при утечках:
— Прокладки головки
— Трещины головки
— Трещины в блоке двигателя
— Изгибы головки
— Обогреватели кабины
— Охладитель двигателя
— Broków — технологические заглушки для доступа к рубашке охлаждения двигателя.
Средство на 100% жидкое, не содержит твердых элементов, которые могут заблокировать поток охлаждающей жидкости и, как следствие, повредить двигатель.Абсолютно безопасно использовать препарат как в бензиновых, так и в дизельных системах. Не вызывает нежелательных химических реакций при контакте с металлическими сплавами, алюминием и пластиками.
— Обеспечивает постоянную герметичность
— Не блокирует систему охлаждения
— Гарантия успеха 90%
— Работает на двигателях NorthStar!
ДАЕМ СПЕЦИАЛЬНЫЕ СКИДКИ НА МАСТЕРСКИЕ!
Как использовать:
1.Слейте жидкость из системы охлаждения.
2. Промойте систему охлаждения специальными химикатами.
3. Заполните систему охлаждающей жидкостью, оставив место для Blue Devil. (Табличный список правильного количества герметика в зависимости от производительности системы охлаждения приведен ниже). ВНИМАНИЕ!
— Двигатель автомобиля должен быть холодным. Не применять препарат сразу после поездки при горячем двигателе.
— В системе охлаждения двигателя не должно быть воздуха!
4.Запустите двигатель и медленно нанесите герметик Blue Devil Head Gasket Sealant через крышку заливной горловины в радиаторе (правильное время для нанесения всего баллона — около 1 минуты, половина баллона — 1/2 минуты соответственно).
5. После добавления реагента в систему охлаждения оставьте двигатель работать (на холостом ходу) до тех пор, пока не будет достигнута его рабочая температура, после чего двигатель должен проработать не менее 50 минут. По истечении этого времени любые утечки будут устранены безвозвратно. Включите отопление на максимум!
Полный процесс герметизации занимает не более 2 часов с момента достижения двигателем рабочей температуры, после чего автомобиль можно использовать без каких-либо проблем.
6. Препарат предназначен для работы с охлаждающей жидкостью. Не использовать с водой!
Упаковка 473 мл
Объем системы охлаждения двигателя | Рекомендуемое количество препарата |
11,5 л | 473 мл |
17 л | 946 мл |
23 л | 1419 мл |
28,5 л | 1892 мл |
34 л | 2365 мл |
Часто задаваемые вопросы и ответы о препарате
Каталожные номера продуктов:
LASER-SINEX: CN-PK-005
Номер продукта: CH70537
Мы также рекомендуем другие препараты для герметизации
Мы также предлагаем другие необходимые инструменты , Детали и аксессуары для систем кондиционирования воздуха:
— Набор гаечных ключей SCHREDER
— Отвертки для сервисных клапанов
— Съемники с торцевых уплотнений
— Съемник сальников, торцевых уплотнений
— Быстроразъемные соединения, сервисные разъемы
— Машины для промывки системы кондиционирования воздуха
Техническую поддержку и ответы на вопросы о автомобильных аксессуарах для кондиционирования воздуха и их выборе можно получить, связавшись с нашим отделом кондиционирования воздуха в Лодзи:
, электронная почта: compressors @ laser-sinex. пл
тел. + 48 42 648 86 45
Авторские права Laser-Sinex Sp. z o.o.
Копирование содержимого, графики и фотографий без согласия Laser-Sinex
запрещено под угрозой юридической ответственности.
05052011 RS
.
8923 Высокоэффективный полиуретановый клей для кондиционирования автобусов, сварка
Описание продукта
8923 Высокоэффективный полиуретановый клей для кондиционирования автобусов, сварка
8923 высокоэффективный полиуретановый герметик для герметизации кондиционеров автобусов, стыков, багажа и других деталей.
Высокопроизводительный полиуретановый герметик 8923 представляет собой однокомпонентный полиуретановый клей с высокой тиксотропностью, не текучий, со слабым запахом.Изделие имеет низкую вязкость, хорошую тиксотропность, что удобно для ручного склеивания. Отвержденный клей представляет собой эластомеры, устойчивы к холоду и горячим температурам, обладают хорошей стойкостью к изменению напряжений. Может быть окрашен, полирован, не подвержен коррозии, фасад и верхняя конструкция не текут. Отличная адгезия к различным поверхностям.
Типичное применение
Уплотнение автобуса, кондиционер, сварка, багажные и другие детали. Работайте с кораблями, локомотивами, строительной, лакокрасочной и другими отраслями промышленности и другими способами, чтобы воспользоваться преимуществом низкой прочности сцепления.
Характеристика до отверждения
Типичный диапазон значений
Компонент
Цвет Белый / серый
Плотность г / см3 (25 ℃) 1,30 1,25 ~ 1,35
(GB / T13354-1992)
Отверждение на ощупь (мин.) 50 40 ~ 60
(23 ℃ / 50% относительной влажности)
(GB / T13477.5-20)
Характеристики после отверждения
Предел прочности на разрыв МПа 2,5 2,3 ~ 2,8
(GB / T528-1998)
Относительное удлинение при разрыве (%) 500450 ~ 700
(GB / T528-1998)
Предел прочности на разрыв, кН / м 11 ≥9
(GB / T 529)
Ремень безопасности: Shore-D (GB / T 531 -1999) 55 50 ~ 60
Рабочая температура ℃ -40 ~ 90
Инструкция по эксплуатации
Очистка поверхности:
Очистить поверхность: удалить ржавчину, грязь, воду, масло и т. Д….
Склеивание:
Вырежьте небольшое отверстие в клюве подходящего резинового ствола, диаметр отверстия для клея следует принять за ширину склеивания и принять решение о начале работы клеевого пистолета.
Find:
высокая температура и влажность на поверхности полиуретанового клея для сушки и отверждения поверхности, низкая температура, медленное отверждение; температура и влажность слишком высоки, сохнут слишком быстро. Наилучшие условия рабочей среды: температура от 20 до 30 ° C при относительной влажности от 50 до 70%, влажность от 5 до 35 ° C; температура, влажность 35 ~ 75% диапазон относительной влажности, пожалуйста, внимательно конструкция.
Полиуретановый клей в процессе склеивания и отверждения, избегает контакта с химическими веществами, содержащими гидроксил, амино, и этот тип материала делает отверждение полиуретановым клеем неполным.
Хранение:
Неиспользованные пластиковые блоки должны быть немедленно затянуты, чтобы освободить рот. Опять же, если запечатать, немного очистить, удалить сразу после, не влияет на нормальное использование. В процессе хранения на насадке также могут появиться несколько корочек, удалить после нормального использования, не влияет на работоспособность продукта.
Вопросы, требующие внимания
Хранить в недоступном для детей месте.
Если вы случайно соприкоснулись с кожей, просушите ткань перед занятием и используйте скраб на спиртовом растворителе.
При попадании в глаза немедленно промыть водой и принять медицинские меры.
Рекомендуется для использования в хорошо вентилируемом помещении
Информацию о безопасности этого продукта см. В паспорте безопасности материала.
Упаковка
310 мл / тюбик, 24 тюбика / коробка
600 мл / мягкая 20 тюбиков / картонная коробка
Хранение
Хранить в прохладном и сухом месте при 5-25 ° C (влажность ниже 70% относительной влажности)
Срок хранения: твердый упаковка на 9 месяцев
Мягкая упаковка на 6 месяцев
.
критерии выбора герметика и технология его нанесения
Герметик для сварных швов в автомобиле применяется с целью защитить стыковочные места от ржавчины и иных негативных факторов, появляющихся при эксплуатации детали. Средства различаются по составным компонентам и методу нанесения. Подробно об особенностях обработки сварочных зон будет рассказано далее.
Содержание
- Назначение герметиков для швов
- Критерии выбора шовного герметика
- Виды шовных герметиков
- Силиконовые
- Акриловые
- Полиуретановые
- Битумные
- Герметики для швов кузова по методу нанесения
- Распыляемые герметики
- Наносимые кистью
- Лента-герметик
- Выдавливаемые герметики
- Как выбирать шовный герметик
- Технология нанесения герметика
- Популярные продукты
- Термическая обработка сварных соединений
- Видео: Как наносится герметик на сварочные швы
Назначение герметиков для швов
Сварные швы требуют дополнительной защиты, чтобы металлоконструкция держалась дольше, и не происходило негативных процессов на материале, например, не появлялась коррозия. Назначения герметиков следующие:
- Гидроизолирующий слой для швов либо основания;
- Закрытие щелей, зазоров;
- Ремонтные работы с плоскостями с изъянами и трещинами.
Средства различаются по уровню усадки, следующей после отверждения. Обработав составом металл, можно не бояться, что вибрационные действия окажут влияние на целостность шва, слой может растягиваться и изгибаться. Используется средства для трубопроводов, систем отопления, в деталях различных аппаратов и для других предметов, в зависимости от выбранного вида.
При сварке швеллеров, применяют качественные электроды. При этом следует выполнять чертежи согласно ЕСКД, после также иногда применяют дополнительную обработку швов.
Сварные швы требуют дополнительной защиты, чтобы металлоконструкция держалась дольше.
Критерии выбора шовного герметика
Для авто создаются разнообразные типы герметиков: для кузова, мест соединения труб, люков. Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки. Самыми эффективными считаются профессиональные типы, которые реализуются в больших объемах, и их целесообразно брать для автомастерских, когда ведется много подобной работы.
Для самостоятельной разовой обработки сварочных швов целесообразно приобретать небольшие тубы по 40-200 грамм. Если берется подобный тип, то желательно оставлять выбор на тубе из алюминия, тара позволяет сохранить технические характеристик без изменения весь срок годности.
Вариант в пластике дешевле, тогда использовать следует герметик, если его срок годности длится еще не меньше полугода.
Есть варианты герметиков в продаже, с предусмотренным наконечником, которым заполнить сварочные швы и углы можно удобно. Кузовной герметик в картриджах можно применять лишь с помощью специального пистолета.
Отличия составов заключается в степени термоустойчивого, эластичного свойства, долговечности результата обработки.
Виды шовных герметиков
Герметизация участков должна осуществляться качественным и предназначенным для выбранной области составом. Поэтому выбор герметика должен делаться правильно, чтобы покрытие было надежным, следует разбираться в различиях популярных типов составов.
Герметизация участков должна осуществляться качественным и предназначенным для выбранной области составом.
Силиконовые
Их относят к хорошему варианту для домашнего использования, из-за удобства их нанесения. Являются быстросохнущими, обрабатывают швы для сварки прочно и на долгий период создают защиту.
Силиконовый слой абсолютно не пропускает воду, выдерживает смену температурных показателей. Если влажность воздуха повышенная, то отверждение пройдет за 10-15 минут.
Их относят к хорошему варианту для домашнего использования, из-за удобства их нанесения.
Акриловые
Растворы на основе акрила отличаются высоким уровнем адгезии, однако вибрационное воздействие может привести к нарушению целостности, так как эластичное свойство является среднем по уровню.
Поэтому оптимально их использовать для пористого основания, стабильных узлов и шовных зон. Покраска слоя допустима.
Растворы на основе акрила отличаются высоким уровнем адгезии, однако вибрационное воздействие может привести к нарушению целостности.
Полиуретановые
В название данного типа вложен основной компонент состава, полиуретан. Считается одним из востребованных видов, в продаже представлено много подобных вариантов. Есть формы, которые напыляются, для распределения кистью, в виде пасты. Отмечают следующие особенности:
- Простота использования;
- Не растекаются, даже если наносят на вертикальную основу;
- Высокая степень гибкого, эластичного, термоустойчивого, влагоустойчивого свойства;
- Способны выдержать повышенные механические нагрузки.
Высокая степень гибкого, эластичного, термоустойчивого, влагоустойчивого свойства.
Битумные
Внешне представляют собой пасту темного оттенка. Создаются с добавлением битума, модифицирующих веществ и наполнителей для увеличения быстроты сцепляемости. Выделяются не обязательностью тщательной подготовки основания, применимы для любых оснований. Выдерживают повышенную влажность и действие воды.
Выделяются не обязательностью тщательной подготовки основания, применимы для любых оснований.
Герметики для швов кузова по методу нанесения
На упаковке любого герметика есть обозначение того, как его нужно будет наносить. Также это можно понять по его таре, обычно внешняя форма показывает примерную процедуру распределения раствора.
На упаковке любого герметика есть обозначение того, как его нужно будет наносить.
Распыляемые герметики
Стандартно в подобных типах включены полимерные вещества. Относятся к однокомпонентным средствам, в составе используют много сухих элементов, за счет этого происходит быстрое затвердение слоя от влажности и соединение отличается высокой прочностью.
Обрабатывать поверхность нужно с помощью специальных пистолетов, это способствует комфортному распределению в районе днища, моторной части, багажника авто.
Происходит быстрое затвердение слоя от влажности и соединение отличается высокой прочностью.
Наносимые кистью
В основе подобных средств может лежать нитрорезиновый либо силиконовый компонент, реализуются состав в банках от 1 кг. Веществом можно покрыть швы, которые варили в области багажника, колесных ниш, ароматизаторов, приклеенные перемычки, поддоны.
Стандартно они бывают белого либо черного оттенка, просушка длиться около 10 минут. После этого допускается нанести лакокрасочный материал, чтобы получить необходимый тон.
Веществом можно покрыть швы, которые варили в области багажника, колесных ниш, ароматизаторов, приклеенные перемычки, поддоны.
Лента-герметик
Автомобильные детали закрывать герметизировать необходимо ровным слоем, но не всегда в силу отсутствия практики новички могут это сделать легко. Тогда можно выбрать для упрощения процесса ленточный герметик.
Лента на одной стороне имеет клеевую основу, ее можно приклеить к любой зоне из-за гибкости, покраска возможно сразу после поклейки, просушка в данном случае не требуется.
Лента на одной стороне имеет клеевую основу, ее можно приклеить к любой зоне из-за гибкости.
Выдавливаемые герметики
Подобные средства упаковываются в тубы, из которых их выдавливают на шов. Есть варианты, которые можно распределить вручную, другие можно выдавить лишь с помощью специального инструмента.
Пистолет позволяет проводить нанесение наиболее удобно и сделать ровный слой с помощью него проще. Стандартно их выбирают, чтобы закрыть шовные участки на капоте, дверях, в багажнике, моторном отсеке.
Пистолет позволяет проводить нанесение наиболее удобно и сделать ровный слой с помощью него проще.
Как выбирать шовный герметик
Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии. Выбирая средства, следует обратить внимание на наличие следующих свойств:
- Долгий срок службы;
- Эластичность слоя, детали в авто обычно подвергаются вибрационному воздействию, поэтому слой должен эластично растягиваться, чтобы не изменить свою структуру;
- Высокий уровень сцепляемости, чтобы сцепление с основанием было надежным и прочным;
- Устойчивость к пагубным факторам окружающей среды;
- Допустимость окрашивания слоя.
Средства, созданные согласно ГОСТ отличаются хорошим качеством.
Герметики должны создать надежную гидроизоляцию, и качественно защищать поверхность от образования коррозии.
Технология нанесения герметика
Использование герметика для автомобиля выделяется определёнными требованиями. Необходимо знать нижеописанные правила работы:
- Сначала основание требуется зачистить от всех типов загрязнений, в том числе удаляется ржавчина, обезжиривают основание;
- Чтобы увеличить степень сцепляемости, проводится зачистка красным скотч брайтом;
- Наносится грунтовочный раствор для металлических поверхностей, когда подобный этап указан в инструкции к герметику;
- Подготовить состав, туба ставится в пистолет, лента открывается, либо готовится кисточка или шпатель для нанесения средства;
- Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Лишняя часть слоя убирается с помощью шпателя либо просто пальцем в перчатке сразу же. Если слой отличается излишней липкостью, то сбрызгивание водой уменьшит проблему. Покраска слоя может проводиться через указанное на упаковке время.
Распределяется средство с одинаковой скоростью и желательно за один заход, чтобы шов вышел оптимально ровным.
Популярные продукты
Чтобы получить желаемый результат необходимо выбрать качественный продукт. Облегчает выбор знание востребованных марок контактных средств для металла:
- Merbenit XS55 подходит для кузовного ремонта, а также для вентиляционных и других климатических устройств. Не содержит опасных веществ в составе, устойчив ко многим внешним воздействиям, легко покрывает даже мелкие зазоры;
Не содержит опасных веществ в составе, устойчив ко многим внешним воздействиям.
- BODY 999 относится к самому популярному средству в автомагазинах, удобен в использовании, в основе полиуретан, но не подходит для обработки зон, на которые будут попадать солнечные лучи;
Относится к самому популярному средству в автомагазинах, удобен в использовании.
- 3M 08537, универсальное полиуретановое средство, наносится на поверхность кисточкой;
Универсальное полиуретановое средство, наносится на поверхность кисточкой.
- Terostat 9320 также универсальный типа 4в1, защищает от большинства негативных влияний оказываемых на детали в авто, быстросохнущий слой;
Защищает от большинства негативных влияний, оказываемых на детали в авто.
- Novol Gravit 630 подходит для различных металлов, в том числе нержавейки, для нанесения требуется пистолет, низкий уровень стойкости к ультрафиолетовому излучению;
Подходит для различных металлов, в том числе нержавейки.
- Reoflex Brush Sealant кистевой тип герметика, подходит для металлических, деревянных, бетонных оснований;
Кистевой тип герметика, подходит для металлических, деревянных, бетонных оснований.
- Bool выпускается в картридже, который устанавливается в пистолет, есть в белом, бежевом, черном цвете;
Выпускается в картридже, который устанавливается в пистолет.
- APP PU50 подходит для различных материалов, применяется для герметизации сварных элементов в кузове.
Подходит для различных материалов.
Термическая обработка сварных соединений
Сварка подразумевает высокотемпературное воздействие на металл, которое ведет к нарушению его структуры, материал становится тоньше, поэтому после сварки требуется дополнительно укрепить его защитными средствами. В данном случае могут прибегать к термической обработке сварных соединений. Вариант схемы воздействия зависит от типа металла, и условий работы.
После сварки требуется дополнительно укрепить его защитными средствами.
Герметики для авто бывают разнообразные, это дает возможность подобрать себе удобный тип для использования. При выборе средства учитывают область нанесения и тип металлического основания.
Видео: Как наносится герметик на сварочные швы
Какой тип сварки используется для автомобильных рам?
Сварка является неотъемлемой частью многих отраслей промышленности, включая автомобильный сектор в целом и кузовные мастерские в частности. Отличные сварные швы имеют решающее значение в автомобильной сфере, повышая безопасность, надежность и внешний вид любого автомобиля.
Техник по сварке кузовов автомобилей может использовать различные методы и сварочные инструменты для выполнения отдельных работ. Существует множество возможностей использования сварки на автомобилях для ремонта повреждений, вызванных столкновением или старением.
Автомобильная сварка
Вот несколько вариантов сварки автомобилей:
- Сварка рамы или крыла: Рамы и крылья транспортных средств обычно повреждаются при столкновениях. Автомастеру часто приходится вырезать изогнутый кусок металла и заменить его. Затем они используют технику сварки, чтобы закрепить новый кусок металла и безопасно отремонтировать раму или крыло автомобиля.
- Сварка выхлопной системы: Выхлопные системы постоянно бьются. Со временем они ржавеют и образуют отверстия из-за возраста, влаги и использования. Некоторые специалисты по кузовным работам отрезают выхлопную трубу, зажимают детали и сваривают.
- Сварка колес: Слишком большое количество выбоин может привести к растрескиванию металлических рам колес. Иногда его может отремонтировать опытный сварщик TIG.
Какой тип сварочного оборудования обычно используется в автомобильных мастерских?
Найти подходящего сварщика для кузовных работ не так просто, как кажется. По этому вопросу нет недостатка в различных мнениях, но краткое описание различных типов сварочных процессов может помочь вам сделать выбор.
Эксперты по сварке сходятся во мнении: не существует единого сварочного процесса, подходящего для всех требований, предъявляемых к автомобилям. Некоторым легче научиться, в то время как другие дешевле.
Вот три основных типа сварки, которые следует учитывать при сварке автомобилей:
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) Сварка красива и точна, но сложна в освоении. Вольфрамовый электрод создает сварочную дугу, а присадочный металл создает сплав между двумя металлическими частями. Еще одним традиционным недостатком сварки TIG является стоимость оборудования. Тем не менее, в настоящее время есть высококачественные устройства, доступные по разумной цене.
Например, инверторный сварочный аппарат TIG PrimeWeld TIG200-D 200 A обеспечивает входное питание с двумя входными напряжениями 120/240 В, что позволяет автомеханикам выполнять сварку практически в любом месте. Он доступен по цене 450,00 долларов США.
Приобрести наш бестселлер для сварки каркаса автомобиля
Сварка электродом
Сварка электродом , также известная как дуговая сварка, проста в освоении и не требует внешнего защитного газа. Хотя он подойдет для многих автомобильных проектов, он требует тщательной очистки и не является лучшим выбором для тонколистового металла. Хорошая новость: вы можете приобрести надежный сварочный аппарат с двойным напряжением менее чем за 200 долларов!
Сварка MIG
Инертный газ (MIG) , возможно, лучший сварочный аппарат для кузовов автомобилей. Он использует защитный газ и присадочный материал в проволоке, подаваемой непосредственно через сварочный аппарат. MIG быстрее, чем большинство других методов сварки, и его гораздо легче освоить. Поскольку сварка MIG — это процесс, выполняемый одной рукой, вторая рука всегда свободна для маневрирования инструментами и материалом.
Большинство опытных сварщиков сходятся во мнении, что сварка MIG является наиболее предпочтительным методом сварки для большинства кузовных ремонтов. Он хорошо работает с широким спектром металлов и подходит для быстрого ремонта. MIG может легко обрабатывать материалы, используемые в автомобильных кузовах, без ущерба для прочности или внешнего вида.
Новейшие сварочные аппараты MIG также имеют опции, которые делают их лучшим выбором для автомобильных мастерских. Например, сварочный аппарат MIG180 180 Amp MIG с шпульным пистолетом от PrimeWeld предлагает три различных процесса сварки: традиционный MIG, порошковую проволоку без защитного газа и опцию для сварки алюминия. Он также имеет блокировку триггера 2T/4T, которая отлично подходит для предотвращения усталости рук при длительных работах, таких как сварка боковых панелей или полов в кузовах автомобилей.
Купить наш самый продаваемый сварочный аппарат MIG для автомобильных рам
Какой тип сварки используется для каркасов автомобилей?
Двумя наиболее эффективными вариантами сварки каркасов автомобилей являются процессы сварки TIG и MIG. Выбор лучшего метода усложняется различными факторами, которые могут определять качество сварного шва. К ним относятся, помимо прочего:
- Набор навыков сварщика
- Выбор наполнителя и его взаимодействие с основным материалом
- Сам процесс сварки
Техники-сварщики иногда развивают свои навыки в определенных сварочных процессах и могут быть не такими опытными в других. Что касается выбора присадочного материала, то для сварки TIG доступно больше типов присадочного материала, чем для сварки MIG.
Влияние наполнителя на раму автомобиля зависит от области применения. Например, большинство штампованных стальных рам можно сваривать методом MIG или TIG. Но когда рама имеет опоры из хромомолибденовых трубок или сложные изгибы, как в гоночных рамах, сварка TIG является лучшим вариантом. TIG также дает лучшие результаты на рамах автомобилей из термочувствительных высоколегированных сталей, которые могут быть подвержены трещинам.
Имейте в виду, что если сварочный аппарат MIG настроен неправильно, он может вызвать «холодный пуск», во время которого основной металл может быть проварен не полностью, что может повредить сварной шов в определенных областях.
Использование процесса сварки MIG или TIG для рам транспортных средств также зависит от рамы и ее использования. Другими словами, если вы свариваете прочную промышленную раму или ту, которая будет использоваться только для обычных поездок на работу, то, скорее всего, вам лучше подойдет сварка MIG.
Однако, если рама будет подвергаться экстремальным гонкам или бездорожью, лучше сварить раму методом TIG.
Автомобильная сварка для начинающих | Что вам нужно знать
Доктор-механик Ремонт кузова автомобиля, Как стать автомехаником, сварка
Ржавчину и трещины на автомобильных панелях легко исправить, но люди часто пропускают этот ремонт. Они считают их дорогостоящими или трудоемкими. Но с правильными инструментами и руководством это может быть очень простым процессом. Сварка может показаться пугающим навыком, и многие профессионалы и ремонтники избегают ее. Но это не должно быть вызовом. Технологии улучшились, и теперь любой может изучить основы.
Это не значит, что вы научитесь за одну ночь — хорошая сварка требует много практики, чтобы достичь совершенства. Но это определенно не то, чего вы должны избегать или игнорировать.
см. также: Лучшая книга по сварке для самостоятельного изучения | Уровень от начального до продвинутого
Когда вам нужна сварка
Сварка наиболее полезна при кузовных работах и крупных строительных работах. Как владелец автомобиля, вы, вероятно, уже сталкивались с некоторыми из этих проблем: треснувшая панель, пятно ржавчины или прокол в кузове автомобиля. Возможно, вы обнаружили треснувшее шасси, треснувший глушитель или ржавый масляный поддон. Эти ремонты легко выполняются со сварочным аппаратом MIG и небольшим ноу-хау. Вы сэкономите время и деньги, устранив саму проблему, а не заменяя целые детали.
Сварка даст вам больше контроля над процессом ремонта. Вы сможете выполнять больше задач и более сложные проекты. Это обязательный навык для реставрации старинных автомобилей. Если ваш проект проржавел насквозь, исправьте его, а не заменяйте панели. Заделка протекающего масляного поддона материалами, которые у вас уже есть под рукой, сэкономит время, деньги и материалы для любой работы.
Типы сварки и что лучше всего подходит для автомобильного листового металла Существует несколько основных типов сварки, которые можно использовать при ремонте автомобилей. Давайте рассмотрим три, но последний будет самым важным для вас.
TIG означает «сварка вольфрамовым электродом в инертном газе» (также известная как дуговая сварка вольфрамовым электродом или GTAW). Вольфрам используется для электрода, который создает сварочную дугу. Обычно это не лучший тип для изучения новичком, но он может отлично подойти для очень хороших проектов. Присадочный металл обычно используется для создания сплава между частями, которые вы соединяете. В этом случае потребуются две руки – одна для сварочного сопла, а другая для наполнителя. Кроме того, через сопло прокачивается защитный газ, чтобы дуга оставалась стабильной и сильной. Вы можете попробовать эти сварочные аппараты TIG за домашние операции .
Сварка стержнем , также известная как дуговая сварка в защитном металле или SMAW, раньше была наиболее распространенной формой сварки. Он также использует присадочный металл, такой как TIG. Но это не так точно. Высокая температура аппаратов для сварки электродом делает этот процесс непригодным для тонких металлов. Это тоже некрасиво, оставляет много брызг. Он отлично подходит для строительства, но не для автомобиля.
MIG , или сварка «металлическим инертным газом» (также известная как дуговая сварка металлическим газом или GMAW), также использует газовую защиту и присадочный материал. Однако в данном случае присадкой является проволока, подаваемая непосредственно через сварочный аппарат. Это делает этот процесс одной рукой. Таким образом, вы можете оставить другую руку свободной для манипулирования материалами и другими инструментами. Сварка MIG выполняется быстрее, чем большинство других методов сварки. Он не такой точный, как TIG, но все же относительно чистый. Это также намного проще в освоении и может быть отличным местом для начала обучения.
MIG станет вашим основным методом сварки для большинства кузовных ремонтов. Он работает лучше всего, потому что подходит для многих типов металлов и подходит для быстрого ремонта. Он может работать с более широким диапазоном толщин, чем TIG или Stick. MIG может работать с материалами, используемыми в автомобильных кузовах, не жертвуя прочностью или чистым внешним видом.
Новые аппараты для сварки MIG также имеют множество опций, позволяющих легко избежать перекосов. Это также один из самых простых процессов для изучения. Как для опытных ветеранов, так и для начинающих сварщиков это лучший выбор для ремонта автомобилей. Сварщики MIG, безусловно, лучшие 9Сварщики 0009 для начинающих из-за простоты и удобства использования.
См. также:
3 Лучшие сварочные аппараты для кузовных работ
Какие инструменты вам нужны?
Есть несколько инструментов, которые вам понадобятся для начала сварки . Некоторые из них уже встречались, но я приведу несколько примеров, чтобы понять, какие вещи вам понадобятся для начала работы.
Сам сварочный аппарат является первой и наиболее важной частью вашего набора сварочных инструментов. Многие компании предлагают сварочные аппараты MIG с предустановленными настройками напряжения, газа и температуры для любого проекта. Это упрощает использование прямо из коробки. За этими инструментами стоят знания, чтобы держать вас за руку, пока вы учитесь.
Это большие инвестиции (хотя и меньшие, чем аппарат TIG), но правильный выбор сварочного аппарата MIG означает, что вы инвестируете больше, чем в инструмент «для начинающих». Это также тот, который преуспеет, даже когда вы находитесь на этапе освоения навыка. Впрочем, то же самое верно и для сварщиков TIG. Если вы решите пойти по этому пути, обязательно приобретите лучший сварочный аппарат TIG за деньги . Эти сварочные аппараты, конечно, дорогие, но обманывать инструменты редко бывает хорошей идеей.
Чтобы запустить сварочный аппарат MIG во время проекта, вам понадобится несколько расходных материалов, которые вы хотите иметь в наличии. Нет ничего хуже, чем удвоить время вашего проекта, потому что вам нужно бежать за расходными материалами!
Одним из них является присадочная проволока . Тип проволоки, которая вам понадобится, будет зависеть от металлов, с которыми вы работаете. Он бывает разных материалов и веса. Соедините проволоку с основным металлом.
Защитный газ также имеет решающее значение. Газ, состоящий из 25 % CO2 и 75 % аргона, подходит для большинства сварочных работ. Но рассмотрите различные варианты, чтобы увидеть, как они повлияют на ваш сварочный процесс
Есть и другие инструменты, которые очень помогут вам при исправлении разделов вашего проекта. Вероятно, у вас уже есть большинство, если не все из них. Не все это будет необходимо для каждого проекта, но эти инструменты будут очень полезны.
- Углошлифовальные машины для зачистки сварных швов
- Пневматическая пила для выполнения тонких пропилов и подгонки
- Авиационные ножницы (по часовой и против часовой стрелки) для вырезания заплат
- Блокирующие сварочные зажимы для удержания металла на месте во время сварки
- Тележки для выбивания металла или нагрева во время и после сварки
- Молотки для тела для выравнивания металла
- 90909 соответствие размера заплаты и настроек MIG
Сверла для точечной сварки также полезны. Они могут удалить предыдущие точечные сварные швы при разборке деталей, которые вы собираетесь исправлять. Они предотвратят чрезмерное повреждение хорошего металла.
И, наконец, самое главное, защитное снаряжение. Пожалуйста, не пытайтесь сваривать без соответствующего защитного снаряжения. Вы не только рискуете своим здоровьем и благополучием. Как минимум вам понадобятся:
- Сварочные перчатки
- Сварочный халат для предотвращения ожогов
- Сварочный шлем для защиты лица и особенно глаз от яркого света сварочной дуги
Если вы никогда раньше не занимались сваркой, потренируйтесь делать и разъединять различные типы сварных швов. Это поможет вам изучить методы, а также продемонстрирует ощущение и прочность хороших сварных швов. Используйте металлолом разных размеров, чтобы, приступая к работе со своим автомобилем, чувствовать себя уверенно в своих навыках.
Когда вы, наконец, приступите к работе с настоящими автомобилями, не забудьте потратить время на настройку. Хорошая настройка – залог качественного сварного шва. Убедитесь, что все ваши материалы готовы к использованию. Оберегайте свою станцию от любых потенциальных пожароопасных ситуаций.
Это также означает, что вы уделяете время тому, чтобы сосредоточиться на шагах, ведущих к самому сварному шву. Определение размера вашего патча является важным навыком. Вначале это может добавить немного времени, но впоследствии сэкономит вам часы очистки и установки исправлений. Удалите от ½ до ¾ дюйма хорошего, чистого металла вокруг области, которую вы собираетесь залатать. Держите углы закругленными, чтобы предотвратить накопление тепла, которое может привести к деформации. Проверьте свой металлический калибр. Когда дело доходит до резки, ключевым моментом является точность (вот где пригодится пневматическая пила!). Сварной шов заподлицо будет выглядеть и держаться лучше, чем шов внахлестку. Семь раз отмерь, один раз отрежь!
Прикрепляя детали, выровняйте их и уложите на место, пока вы работаете с остальной частью сварного шва. Одна заклепка сохранит гибкость детали, если вам нужно убрать ее с дороги. Используйте кнопки в нескольких разных точках, если хотите закрепить деталь на месте. Это сохранит его стабильность при заполнении сварного шва, а также предотвратит некоторую деформацию.
И, наконец, всегда будьте осторожны с искажениями. Плохо распределенное или избыточное тепло в вашем металле приводит к тому, что металл деформируется. Переместите точку сварки и уменьшите время нагрева. Это уменьшит искажения, сохранит великолепный внешний вид патча и сэкономит часы разочарований.
Заключение Сварка — полезный новый навык для всех, кто работает с автомобилями. У него есть свои проблемы, но, надеюсь, вы видите, что он не обязательно должен быть пугающим или таинственным. Я надеюсь, что этот обзор компонентов для сварки MIG поможет вам почувствовать себя готовым попробовать сварку. С несколькими советами, изложенными здесь, вы опередите большинство людей, которые только начинают. Простота современной сварки MIG означает, что с небольшим руководством и большой практикой вы быстро справитесь со сложными сварными швами.
Bio
Грег Сандерс — владелец Cromweld.com, веб-сайта, посвященного сварке. Грег наполовину ушел из сварки, но ему нравится продолжать учиться, а также делиться своими знаниями через свой веб-сайт. Вы также можете найти его на Facebook.
Автомобильная сварка
Автомобильный
Если вы работаете в автомастерской, вам понадобится сварка. Рано или поздно, нравится вам это или нет, это станет необходимостью. Это процесс, который часто понимается неправильно, и довольно часто дает отрывочные результаты. Правильная техника наряду с терпением и практикой — это то, что имеет значение для получения чистого, прочного сварного шва.
Если вы работаете в автомастерской, вам понадобится сварка. Рано или поздно, нравится вам это или нет, это станет необходимостью. Это процесс, который часто понимается неправильно, и довольно часто дает отрывочные результаты. Правильная техника наряду с терпением и практикой — это то, что имеет значение для получения чистого, прочного сварного шва.
Всегда приятно познакомиться с кем-то, кто умеет это делать, а когда это мастер-сварщик, это еще лучше. К счастью для меня, я знаю кое-кого, у кого есть и то, и другое; Я встретился со своим хорошим другом Питом Хорном, который поделился своими экспертными знаниями по этому вопросу.
Тремя наиболее распространенными типами сварки являются дуговая сварка (обычно называемая сваркой стержнем), сварка МИГ и сварка ВИГ. Понимание основных принципов каждого типа сварки помогает определить, какой процесс лучше всего подходит для вашей работы.
Дуговая сварка
При дуговой сварке используется электрод, который представляет собой металлический стержень или «палку» с порошковым флюсом вокруг него. Когда вы зажигаете дугу, сильный жар плавит рабочий материал и сварочный стержень. Затем расплавленный стержень течет, добавляя дополнительный материал в область, помогая сплавить материалы вместе. Внутренняя часть стержня в основном представляет собой металлический «наполнитель», а флюс на внешней стороне стержня — это то, что горит и удерживает кислород от сварного шва, чтобы предотвратить окисление. Во время процесса вокруг сварного шва образуется порошок из флюса, и когда вы закончите, вы должны его отколоть.
Сварочные стержни состоят из различных материалов внутри и снаружи, что влияет на характеристики сварного шва. Дуговая сварка хорошо работает с тяжелыми материалами и превосходит другие виды сварки своей способностью проникать в ржавые материалы, что очень полезно для неизбежного старого ржавого трейлера, который кто-то хочет, чтобы вы починили.
Знакомство с материалами, из которых изготавливаются стержни, поможет вам наиболее эффективно работать с электродуговой сваркой, например, стержень 6010 обеспечивает более глубокое проплавление благодаря способности прижигать, а стержень 7018 лучше подходит для общего использования.
Сварка МИГ
Сварка МИГ (металл в инертном газе) также добавляет металлический наполнитель, который стекает на расплавленный рабочий материал. Присадочный материал наматывается на катушку внутри сварочного шкафа, а затем автоматически подается через наконечник «пистолета» при нажатии на спусковой крючок. Во время сварки вы постоянно добавляете металл.
Инертный газ представляет собой смесь аргона и CO 2 для прямой стали, но если вы свариваете нержавеющую сталь, для тройной смеси добавляется гелий. Газ выходит через сопло «пушки» и дует вниз, защищая сварной шов от кислорода.
Другим вариантом сварочного аппарата MIG является использование проволоки с флюсовым сердечником. Эта проволока на самом деле представляет собой очень тонкий металл (например, кусок фольги), который обернут вокруг флюса, поэтому проволока находится снаружи, а флюс (аналогично тому, что находится снаружи стержня для сварки) находится внутри. . При нагреве флюс плавится и создает газовую защиту. Это позволяет использовать сварочный аппарат MIG без газа.
Сварка MIG с флюсовой сердцевиной, однако имеет свои плюсы и минусы. Он оставляет флюсовый порошок, похожий на сварной шов, что делает его не таким чистым, но, с другой стороны, он позволяет повысить температуру и прожечь ржавчину и загрязнения. Он также экранирован на месте. Если вы работаете на улице и дует ветер, обычный защитный газ MIG сдуется, и вы не сможете получить хороший сварной шов. Проволока с флюсовым сердечником устраняет эту проблему.
Сварка МИГ является наиболее экономичной и неприхотливой, а также имеет самую короткую кривую обучения среди всех методов сварки. Это ваша основная рабочая лошадка для всего; он прочный, доступный и быстрый, и вы можете делать красивые сварные швы, немного потренировавшись.
MIG отлично подходит для сварки несовершенных или разнородных материалов, что делает их идеальными для работы с вытяжкой.
Для кузовных работ они обеспечивают превосходный контроль и обеспечивают чистый сварной шов, но необходимо использовать газ. Не используйте проволоку с флюсовым сердечником.
Компания Horn предлагает несколько советов по сварке MIG:
1. Правильный расход защитного газа имеет ключевое значение. Все, что вы пытаетесь сделать, это защитить сварной шов от окружающего кислорода. Слишком большое давление просто отправляет вас обратно в сварочный цех, чтобы купить больше газа.
2. Почистить. Это стандартное правило применяется ко всем видам сварки, где это возможно. Очистите обе поверхности до голого металла и убедитесь, что у вас хорошее заземление.
3. При покупке MIG убедитесь, что он поддерживает защитный газ. Сварочные аппараты MIG с возможностью использования защитного газа обеспечивают более чистые сварные швы, чем сварка с флюсовой сердцевиной, кроме того, при необходимости вы можете использовать сварочную проволоку с флюсовой сердцевиной.
4. Постарайтесь найти правильный баланс (нагрев и скорость подачи проволоки). Правильный баланс обеспечит хорошее проплавление сварного шва с минимальным искажением заготовки.
«Для автомобильной промышленности сварка MIG является и, вероятно, навсегда останется типом сварки номер один», — сказал Хорн. «По моему мнению, совершенствовать сварку MIG намного проще, чем любой другой вид сварки».
Сварка ВИГ
Сварка ВИГ (вольфрам в среде инертного газа) использует вольфрамовый стержень на конце «горелки» и аргон в качестве защитного газа. Вольфрамовый стержень не сгорает, а создает дугу, которая позволяет всему нагреваться настолько, что сплавляется вместе. TIG предназначен для сварки таким образом, сплавляя два куска материала вместе без добавления материала.
Например, если две детали изготовлены с высокой точностью или запрессованы, вы можете сварить их вместе TIG без добавления какого-либо материала. Если вы хотите добавить материал, чтобы заполнить пробелы или построить область, вы можете сделать это с помощью наполнителя. Наполнитель TIG доступен в различных размерах и материалах.
Сварка ВИГ имеет свои преимущества для определенных материалов и стала очень популярной при производстве мотоциклов и автомобилей на заказ, потому что она очень чистая и выглядит невероятно красиво.
«TIG — это вид искусства, — сказал Хорн. «Он часто используется для алюминия, нержавеющей стали и экзотических металлов, обычно используемых в автоспорте. Он чистый, тихий и, если все сделано правильно, не оставляет следов углерода».
Совершенно очевидно, что это один из видов сварки, который нужно полностью понять, прежде чем сразу приступать к нему.
Каждый тип сварки имеет свои преимущества и недостатки, и по мере того, как вы становитесь более опытным сварщиком, вы можете использовать все три типа, но для обычной автомобильной сварки и сварки для хобби лучше использовать MIG.
Если вы хотите купить, на рынке представлено множество сварочных аппаратов MIG. Хорошей новостью является то, что за последние годы качество единиц эконом-класса значительно улучшилось, а стоимость единиц более высокого качества снизилась.
Постоянно развивающаяся технология MIG теперь предлагает автоматическое управление с обратной связью, которое постоянно регулирует выходную мощность и скорость подачи проволоки, чтобы обеспечить наилучший сварной шов, возможный для ваших текущих условий, что делает начинающего сварщика опытным. Для вашего автосервиса сварочный аппарат MIG — это оборудование, которое окупит себя.
Статья предоставлена Tech Shop.
В этой статье:Сварка
Советы и методы сварки кузовов автомобилей: руководство
Сварка может быть опасным процессом, но важным для любой автомастерской. Понимание того, как безопасно и эффективно сваривать, принесет огромную пользу вашему цеху. В этой статье мы обсудим самые популярные виды автомобильной сварки и дадим несколько советов по сварке, которые помогут повысить вашу безопасность и качество.
Что такое автомобильная сварка?
Сварка — это форма кузовных работ, которую можно использовать для ремонта таких повреждений автомобиля, как трещины и ржавчина. Это делает его одной из самых важных услуг, которые может предложить автомастерская.
Сварка — это процесс, в котором используется высокая температура (а иногда и давление) для сплавления металлов. Это делает его отличным выбором для ремонта таких вещей, как треснутые панели автомобиля, поврежденные крылья или ржавый металл.
Различные виды сварки
Основными видами автомобильной сварки являются MIG, TIG и дуговая сварка. Понимание различий между этими методами сварки имеет решающее значение и поможет вам определить, какой тип сварки необходим для завершения ремонта.
Сварка МИГ
Сварка МИГ (металл в среде инертного газа) — наиболее распространенный на сегодняшний день метод сварки. Этот метод сварки требует газовой защиты и присадочного материала, последний из которых подается через проволоку, проходящую через сварочный аппарат. Это облегчает сварку, так как инструмент можно держать одной рукой.
Сварка MIG, также известная как «дуговая сварка металлическим газом», представляет собой форму дуговой сварки. Этот метод сварки основан на использовании электричества для сплавления материалов для создания сварного шва. Говоря более технически, дуговая сварка использует источник питания для создания электрической дуги между основным металлом и электродом. Чем выше электрическое напряжение, тем мощнее сварной шов.
Сварочные аппараты MIG работают быстрее, чем другие типы сварочных аппаратов, что делает их отличным выбором для быстрого ремонта и повышения производительности. Кроме того, метод сварки MIG применим для широкого спектра металлов, что делает этот тип сварки популярным выбором среди кузовных мастерских во всем мире.
Сварка электродом
Сварка электродом, также называемая дуговой сваркой защищенным металлом, является более старым типом сварки, который сегодня не так распространен, как сварка MIG. Как и сварка MIG, сварка электродом представляет собой разновидность дуговой сварки; однако этот метод сварки больше подходит для более тяжелых металлов, таких как железо и сталь. Он не подходит для более легких металлов, таких как алюминий.
Хотя сварка электродом является одной из самых ранних форм сварки, многие ремонтники выбирают другие методы сварки из-за низкого качества сварки. Сварка электродами с большей вероятностью приведет к таким ошибкам, как разбрызгивание, растрескивание и низкое качество сплавления. Тем не менее, практика этой техники сварки поможет вам улучшить свои навыки сварки электродом.
Сварка ВИГ
Сварка ВИГ, или сварка вольфрамовым электродом в среде инертного газа, идеально подходит для более сложных и сложных сварочных проектов. Этот тип сварки существует со времен Второй мировой войны и использует вольфрамовый электрод для создания сварного шва. Ремонтники должны использовать две руки во время этого процесса сварки, так как одна работает с наполнителем, а другая — со сварочным соплом.
Сварка ВИГ лучше всего подходит для алюминия и тонких листов нержавеющей стали, что делает этот навык ценным, поскольку автомобили становятся все легче и легче.
Советы по сварке автомобилей
Теперь, когда вы получили более широкое представление о популярных методах сварки автомобилей, мы коснемся некоторых советов, которые помогут вам улучшить качество вашей работы.
- Используйте подходящие инструменты для работы
Использование правильных инструментов для выполнения поставленной задачи не только повышает качество, но и повышает безопасность. Некоторые предметы первой необходимости для сварки включают:
Сварщик — это, очевидно, самое важное оборудование, которое вам нужно. Убедитесь, что вы выбрали сварочный аппарат, который даст вам наилучшие результаты для конкретной работы.
Шлем. Еще одним важным инструментом является сварочный шлем. Убедитесь, что вы приобрели высококачественный шлем, который защитит ваше лицо и зрение от искр и яркого света, которые являются побочным продуктом сварочного процесса. Ищите такие функции, как фильтры с автоматическим затемнением, и убедитесь, что размер шлема правильный. Это означает, что шлем должен полностью закрывать лицо и шею.
Перчатки. Кожаные сварочные перчатки также необходимы для защиты. Ищите перчатки, специально предназначенные для защиты при сварке, чтобы обеспечить максимальную безопасность.
Сварочные шторы — Сварочные шторы и экраны предназначены для защиты рабочего места от искр, тепла, дыма и ультрафиолетового излучения.
Экраны и шторы, как правило, изготавливаются из сверхпрочного пластика, который должен пройти государственную сертификацию безопасности. Обязательно приобретите шторы для сварки, которые достаточно велики, чтобы адекватно защитить ваше пространство.Сварочные зажимы — Сварочные зажимы надежно удерживают на месте то, что вы свариваете. Будь то панель или что-то еще, последнее, что вам нужно, это чтобы деталь, над которой вы работаете, упала во время сварки. Инвестиции в качественные сварочные зажимы повысят качество и безопасность сварки.
- Не забывайте об обслуживании
Надлежащее техническое обслуживание сварочных инструментов и оборудования обеспечит вашу безопасность и гарантирует, что ваше оборудование будет обеспечивать качественные результаты как можно дольше. Выполняйте регулярные проверки безопасности вашего сварочного аппарата, чтобы оценить выбросы, утечки, заземление, напряжение и проводку. В целом, более совершенные сварочные аппараты, такие как аппараты для сварки TIG и MIG, требуют большего обслуживания, чем аппараты для ручной сварки; однако ни в коем случае нельзя пропускать регулярные проверки безопасности!
В дополнение к проверкам безопасности важно содержать оборудование в чистоте. Сопло сварочного пистолета часто заполняется брызгами, что может привести к ухудшению качества сварки. Содержите эту область в чистоте, используя насадку для удаления любых брызг. Ваш сварочный шлем также требует регулярной чистки, чтобы продлить срок его службы и обеспечить видимость того, что вы свариваете. Если линза вашей сварочной маски не подлежит ремонту, замените ее новой линзой — проконсультируйтесь с производителем, чтобы узнать подробности.
- Практика
Сварка — опасный процесс, который может привести к травме или смерти при неправильном обращении. Когда вы впервые учитесь сварке, важно уделить время всем аспектам сварочного процесса. Начните с осмотра вашего оборудования, убедитесь, что оно безопасно и готово к работе.
Прежде чем приступить к сварке, убедитесь, что на вас всегда надеты каска и перчатки, и всегда проводите сварку в месте, защищенном занавесками или экранами. Попрактикуйтесь на кусках, которые, возможно, не требуют каких-либо действий, просто чтобы чувствовать себя более комфортно в процессе.
Легко почувствовать необходимость завершить ремонт как можно быстрее, но спешка может привести к плохому качеству сварных швов и физическим травмам. Ваша безопасность всегда должна быть вашим приоритетом номер один.
От шлемов до экранов и сварочных аппаратов — в Auto Body Toolmart есть все. Просмотрите наши сварочные материалы и оборудование, чтобы открыть для себя продукты ведущих брендов, которые обеспечивают непревзойденные результаты.
Как лазерная сварка используется в автомобильной промышленности?
Автор Марк Бойл, менеджер по продукции
AMADA WELD TECH
Процесс лазерной сварки в производстве автомобильных компонентов.
Лазеры Сварщики производят луч света высокой интенсивности, который при фокусировке в одну точку обеспечивает концентрированный источник тепла, обеспечивая узкие глубокие сварные швы и высокую скорость сварки. Этот процесс часто используется в приложениях с большими объемами, например, в автомобильной промышленности.
Вот пять наиболее часто задаваемых вопросов о том, как этот вид сварки используется для автомобильных компонентов, включая его преимущества и недостатки.
1. Каковы основные области применения лазерной сварки в автомобилестроении и почему это лучший выбор для этих целей?
В автомобильной промышленности увеличилось использование лазерной сварки в производстве. В настоящее время это обычное дело для многих автомобильных применений, включая крупномасштабную сварку рам кузова (кузов в белом), дверных рам, багажников, автомобильных капотов и шасси, а также лазерную сварку пластика (для передних и задних фонарей, а также электронные корпуса).
Лазерная сварка также широко используется для сварки металлов многих подкомпонентов, в том числе инициаторов подушек безопасности, обмоток двигателей, соединений аккумуляторной батареи с шиной для автомобильной электроники и электрических соединений в автомобилестроении.
Ранее сварка для этих применений выполнялась с использованием множества других технологий, включая контактную сварку (RW), вольфрамовую сварку в среде инертного газа (TIG или GTAW) и металлическую инертную среду (MIG или GMAW).
Лазеры в настоящее время используются в ряде мобильных сварочных аппаратов, поскольку при этом процессе выделяется меньше тепла, что приводит к более локализованному теплу с меньшей зоной термического влияния (ЗТВ). Кроме того, поскольку промышленность движется к более легким и более проводящим материалам, сварку с помощью лазерной сварки легче выполнять, чем, например, контактную сварку (RW). Это связано с тем, что лазерная сварка дает локализованное тепло, а это означает, что операторы могут работать с более мелкими деталями. Лучшая доступность и меньшее количество ограничений для деталей повышают гибкость конструкции, позволяя использовать подходы, которые, возможно, были бы невозможны с другими методами.
2. Каково наибольшее влияние лазерной сварки на автомобильный рынок?
На сегодняшний день самой большой тенденцией является электрификация двигателей, о чем свидетельствует растущее число гибридов и полностью электрических автомобилей на улицах. Эти транспортные средства требуют сварки компонентов электродвигателя, включая соединения трансмиссии и шпильки статора.
Сварка и соединения аккумуляторов являются дополнительными ключевыми областями применения в электрификации транспортных средств. Сварка требуется для создания элемента батареи, соединения элементов для создания модуля или пакета, а иногда и соединения модулей для создания полной сборки батареи.
Соединения электродвигателя и аккумуляторной батареи, как правило, выполнены из проводящих материалов, и для них хорошо подходит лазерная сварка. Сварные соединения также требуют высокой прочности, проводимости и надежности в неблагоприятных условиях, что означает, что сварные швы должны соответствовать этому критерию и быть прослеживаемыми.
Еще одной тенденцией в пользу лазерной сварки является широкое распространение электроники в транспортных средствах по сравнению с прошлым. Сегодня почти все контролируется компьютером, и почти единственное, что водитель автомобиля может сделать вручную, — это долить жидкость для омывателя ветрового стекла.
В автомобильной промышленности требуются универсальные, точные технологии соединения, от сопротивления до лазерной сварки, лазерной маркировки и гравировки.
Лазерная сварка соединений электроники зарекомендовала себя с высокой степенью безопасности. Кроме того, высокая пропускная способность без большого количества брака — фактор, который связан с улучшением экономических показателей технологии лазерной сварки. Эта тенденция включает в себя увеличение количества оборудования для обеспечения безопасности транспортных средств, особенно передовых систем помощи водителю (ADAS) и подключения оборудования для обеспечения безопасности на основе датчиков.
Хотя некоторые соединения выполняются с помощью пайки оплавлением (например, гибкая цепь на печатной плате), часто корпуса датчиков герметизируются с помощью лазерной сварки.
Наконец, технология лазерной сварки хорошо подходит для высокоскоростных производственных линий, особенно для волоконных лазеров, которые не требуют расходных материалов и не снижают мощность. Эти лазеры составляют основу новых автомобильных производственных линий.
3. Какой тип оборудования и технологий лазерной сварки обычно используется в автомобильной промышленности и каковы их преимущества и недостатки?
В настоящее время используются различные лазерные технологии, в том числе импульсный иттрий-алюминиевый гранат, легированный неодимом, для мелких деталей, точечной и шовной сварки, а также синие прямые диодные лазеры, волоконные лазеры и импульсные дисковые лазеры.
В последнее время волоконные лазеры получили все большее распространение и все чаще используются в автомобильной промышленности. Волоконный лазер генерируется в гибком легированном стеклянном волокне, длина которого обычно составляет от 10 до 30 футов, а диаметр сердцевины волокна составляет от 10 до 50 микрон.
Иттербий используется в качестве легирующего элемента, поскольку он обеспечивает хорошую эффективность преобразования и выходную длину волны около 1 микрона, что хорошо согласуется с существующими компонентами доставки лазера.
Он доступен для приложений, требующих мощности от нескольких ватт до десятков киловатт. Волокно обеспечивает простоту использования, обращение и долговечность (если оно не повреждено в результате неправильного обращения). Волокна также экономичны и относительно дешевы для эксплуатации на заводе, потому что они не потребляют столько электроэнергии, сколько YAG или импульсный дисковый лазер.
4. Можете ли вы привести примеры недавних сложных применений в автомобилестроении и описать процесс лазерной сварки, разработанный для решения этих задач?
Недавно мы увидели три интересных применения в автомобильной промышленности:
- Герметизация инициаторов подушек безопасности
- Сварка выводов к элементам и выводов к шинам аккумуляторных батарей
- Приварка медной шпильки в электродвигателе.
Каждое из этих применений может быть достигнуто с помощью волоконного лазера с непрерывной волной (CW).
Инициатор подушки безопасности
В этом приложении инициатора подушки безопасности сварной шов используется для герметизации порохового баллончика внутри баллончика с инициатором. Если водитель попал в аварию, по проводам баллончика с порохом подается ток, который нагревается и взрывается, запуская процесс раскрытия подушки безопасности.
Компания AMADA WELD TECH поставила несколько лазеров для систем сварки инициаторов подушек безопасности с использованием технологии импульсного Nd:YAG и волоконного лазера. В течение последних пяти-семи лет промышленность перешла на технологию волоконного лазера, которая является гораздо более быстрым процессом и увеличивает производительность — процесс сварки выполняется в 10 раз быстрее.
Вывод-ячейка и вывод-шина
Еще одним растущим рынком являются соединения между аккумуляторными элементами, аккумуляторными блоками и аккумуляторными модулями. Поскольку количество гибридов и полностью электрических транспортных средств продолжает увеличиваться, спрос на этот сварной шов будет продолжать расти. Компания AMADA WELD TECH разработала несколько решений для соединения язычка с ячейкой и стержня с шиной.
Системы лазерной сварки серии Delta предлагают гибкие, готовые к бережливому производству среды класса I для точной лазерной точечной и лазерной шовной сварки.
По мере развития отрасли произошел переход на более проводящий материал для выводов. Однако материал батареи (при использовании цилиндрических батарей) не изменился. Теперь нас часто просят приварить медь к банке из холоднокатаной стали (ХПК) или, что еще хуже, алюминий к ХПК.
Новые лазерные источники позволяют выполнять это соединение разнородных металлов. Например, компания AMADA WELD TECH использовала одномодовые волоконные лазерные микросварочные аппараты непрерывного действия мощностью 500-1000 Вт, чтобы сконцентрировать энергию в небольшом пятне, чтобы улучшить передачу энергии в материал и результирующее проникновение.
Этот новый метод дает надежду на соединение разнородных металлов, используемых в приложении «язычок-ячейка». В одном тематическом исследовании механические испытания показали хорошую прочность на отрыв: после термической выдержки и удара 50 образцов сварного шва отслоились в пределах ±2 Н. Эта узкая полоса результатов по отслаиванию показывает воспроизводимость и надежность, необходимые в производстве. Высокая мощность обеспечивает лучшее соединение более толстых выводов с шиной.
Медная шпилька
В настоящее время стало обычным делом использовать штифты для замены традиционной медной обмотки внутри статора электродвигателя с целью повышения производительности двигателя. Однако штифты сделаны из меди, которую трудно сваривать. Медь обладает высокой отражательной способностью в ИК-диапазоне, поэтому соединение материала для создания ванны расплава требует значительной плотности энергии.
С развитием одномодовых волоконных лазеров и систем подачи сканирующего луча компания AMADA WELD TECH смогла успешно сваривать этот сложный материал и сложную геометрию. В зависимости от размера контактов обычно используется мощность от 1000 до 4000 Вт. Ключ к успеху заключается в контроле ванны расплава, избегая при этом пористости.
5. Какой процесс вы используете для консультирования клиентов по вопросам, связанным со сваркой в автомобилестроении?
Наши клиенты отправляют или привозят образцы деталей для сварки в прикладной технический центр AMADA WELD TECH, который состоит из 25 000 квадратных футов лабораторных площадей, расположенных на производственном объекте площадью 85 000 квадратных футов.
Технический центр оснащен специализированными лабораториями, поддерживающими каждую линейку продуктов компании и различные технологии соединения.
Эксперты в прикладных лабораториях определяют решение, которое наилучшим образом соответствует приложению и бюджету. Эти инженеры предлагают варианты и разрабатывают отчет с информацией, показывающей, как объединить эти два подхода во всех технологиях. Они также предоставляют информацию о нескольких различных технологиях, таких как сравнение и сопоставление лазерной сварки с контактной сваркой, микросваркой TIG и другими платформами.
В дополнение к гибкому выбору технологий клиенты могут видеть варианты оборудования в рамках технологии. Что касается лазерной обработки, то в прикладных лабораториях есть аппараты для сварки Nd:YAG и волокон. Например, варианты контактной сварки включают переменный ток, емкостной разряд, высокочастотный и линейный постоянный ток. Для резки и микрообработки клиенты могут увидеть реализации системы, показывающие, что именно будет приобретено.
У нас есть значительный опыт работы с процессами контактной, микро TIG и лазерной сварки для сварки аккумуляторов. Мы также отметили интерес к переходу на лазерную сварку и можем помочь клиентам, переходящим на эту технологию.
Основы: Защита автомобиля при сварке
Основы: Защита автомобиля при сваркеСледите за нашими обновлениями на @Ask_ICAR.
Иногда возвращение к основам может стать решающим фактором между качественным ремонтом и неудачным ремонтом. Когда дело доходит до замены панелей и других компонентов кузова, необходимо принять некоторые меры предосторожности, чтобы защитить автомобиль во время сварки.
Вот несколько распространенных ошибок и как их избежать при сварке:
- Будьте осторожны, чтобы не прожечь окрашенные поверхности, стекло, молдинги и интерьер. Удалите все молдинги в зоне сварки и удалите стекло, если это возможно. Если не удается снять стекло, убедитесь, что оно покрыто искроустойчивым материалом. Также накройте окрашенные поверхности и открытые внутренние помещения, чтобы предотвратить возгорание.
- Избегайте сварки рядом с NVH и другими пенами/герметиками. Удалите пену, герметики, клеи и вставки из зоны сварки. Продукты, подобные перечисленным ранее, легко воспламеняются и могут быстро воспламениться и попасть в другие части автомобиля.
- Избегайте сварки рядом с электрическими системами или с подключенным аккумулятором. Перед сварочным процессом убедитесь, что батарея отключена, а все системы выключены. Электрический ток, протекающий через сварочный аппарат, может повредить электрические компоненты или вызвать короткое замыкание. Также убедитесь, что все модули, аккумуляторы, датчики, провода и другие электронные компоненты удалены из зоны сварки. Это расстояние от зоны сварки, на котором должны быть удалены предметы, обычно указывается OEM-производителем, но обычно не превышает 300 мм (12 дюймов)9.0016
- Сварка гибридного или электрического транспортного средства
Следуйте рекомендациям и СОП производителя транспортного средства, чтобы обеспечить полный, безопасный и качественный ремонт.
Дополнительные новости по ремонту автомобилей I-CAR, которые могут оказаться полезными:
Отключение резервных и основных аккумуляторов
Связанные курсы I-CAR
- Самый популярный
- Самые последние
- Архив
Десять наиболее частых вопросов по транспортным средствам
| Hyundai | Доступна ли Hyundai процедура разделения? |
| Kia | Есть ли в Kia процедура разделения на секции? |
| Chevrolet | Есть ли у Chevrolet предупреждение против разделения на секции, когда нет процедуры? |
| BMW | Может ли I-CAR выслать мне процедуры ремонта BMW? |
| Honda | Что Honda говорит о ремонте поврежденных жгутов проводов системы подушек безопасности? |
| Hyundai | Есть ли у Hyundai процедуры замены деталей? |
| Mercedes-Benz | Может ли I-CAR выслать мне процедуры ремонта Mercedes-Benz? |
| Honda | Что Honda говорит о выпрямлении передних нижних направляющих? |
| Subaru | Нужно ли заменять подушку безопасности переднего пассажира на Subaru, даже если подушка безопасности не сработала? Информация о ремонте, похоже, указывает на то, что так и должно быть. |